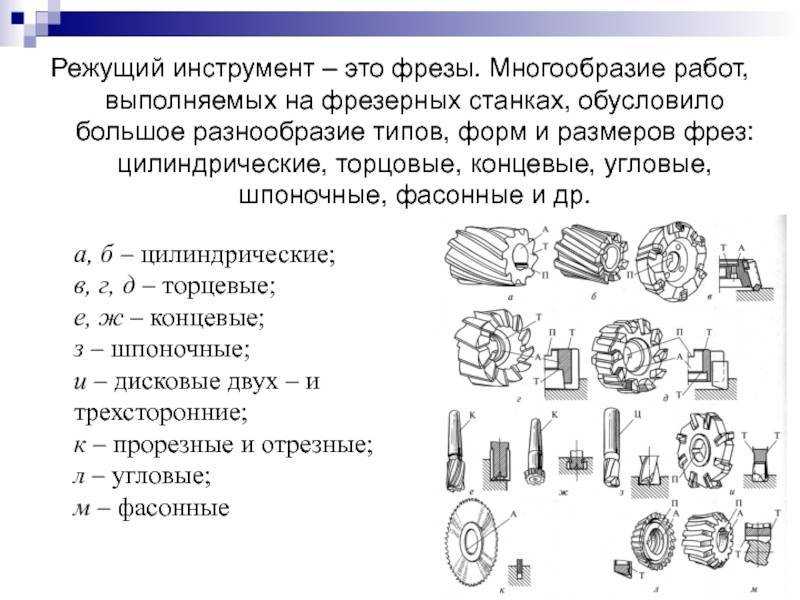
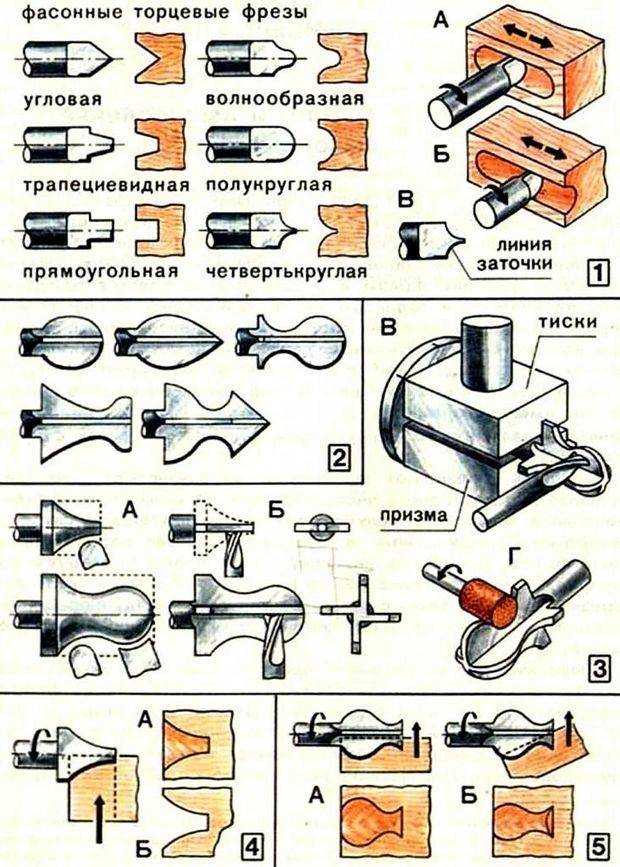
Разновидности лезвий фрез
От формы профиля режущей кромки (лезвий) фрезы зависит, какая выборка получится в итоге. Различают несколько основных типов.
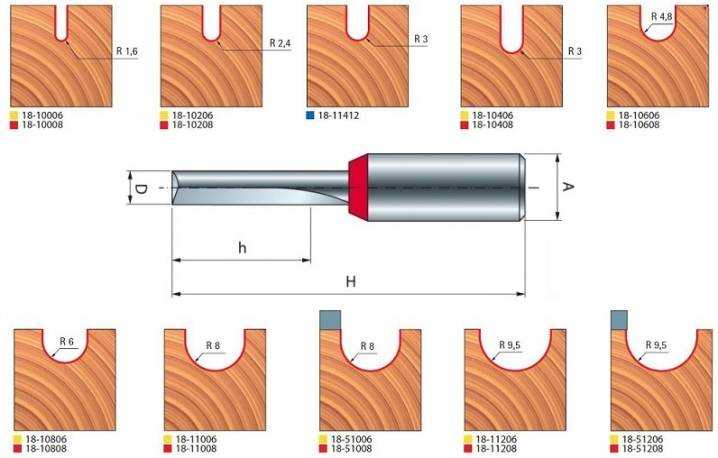
Пазовые
Назначение соответствует названию – оснастка для выборки пазов. В свою очередь, есть разновидности пазовых фрез.
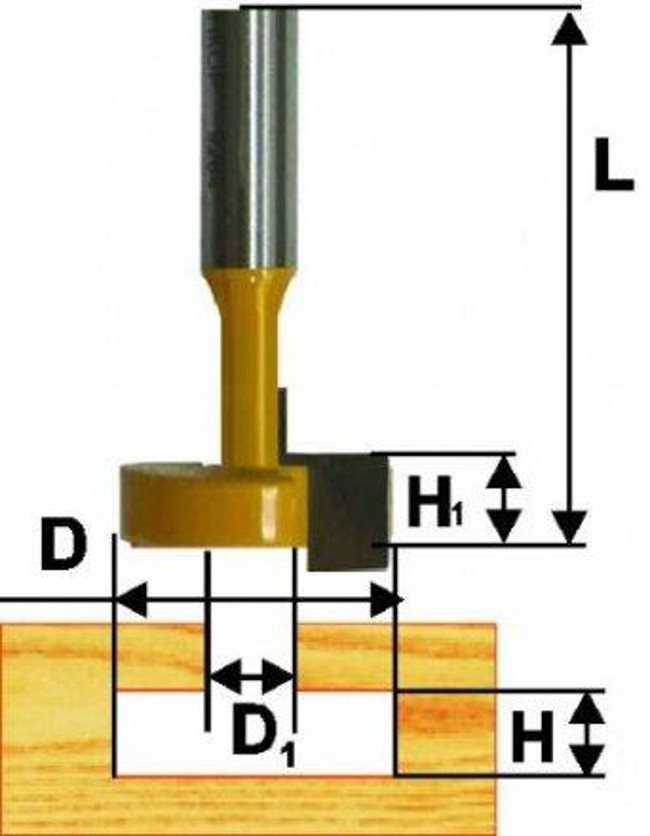
Концевая пазовая
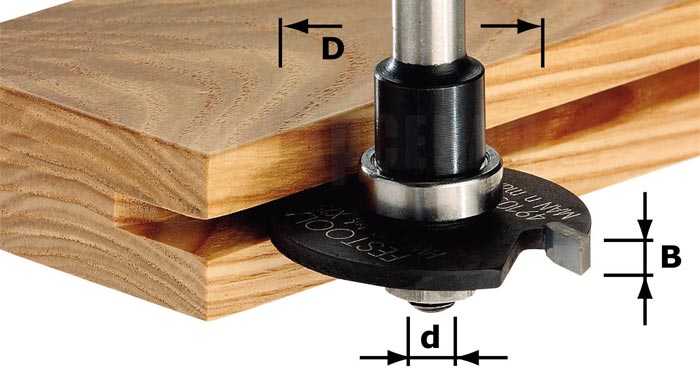
«Концевая» означает, что выборка производится не только боковой, но и конечной частью (нижним торцом) или только конечной частью. Пример на изображении ниже:
Такие фрезы могут быть разного диаметра. Есть варианты с расположенным вверху подшипником для выборки паза (фальца или четверти) сбоку заготовки.
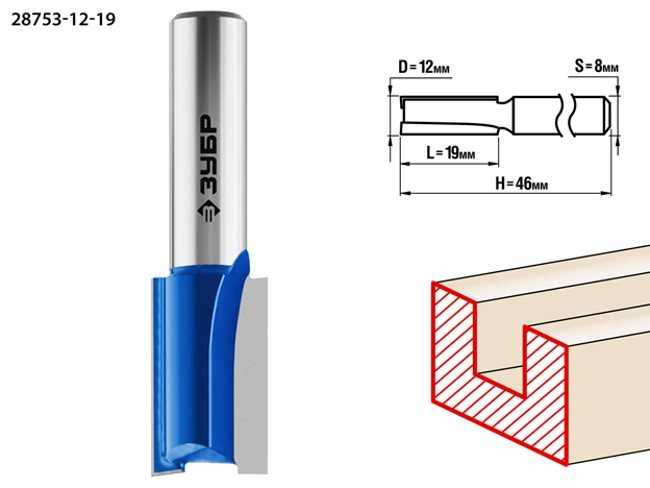
Пазовая конструкционная с боковой режущей кромкой
Такую фрезу можно использовать по-разному. Так, как изображено выше, по полному профилю, или для выборки простого прямого паза сбоку заготовки на нужную глубину, выставленную с помощью параллельного упора.
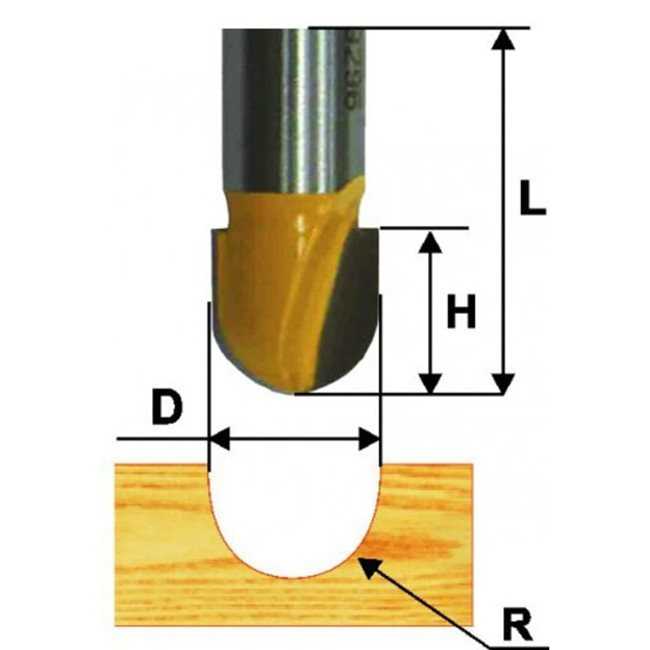
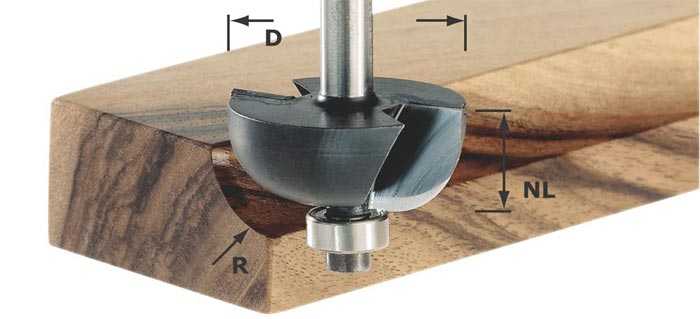
Галтельные пазовые фрезы делают паз с полукруглой выборкой
Это основная фреза для нанесения декоративных орнаментов, поверхностной резьбы по дереву. С её помощью можно наносить рисунки и узоры как по намеченным линиям, так и с помощью циркуля или лекал.
Также рекомендуем почитать интересную статью про художественную резьбу лобзиком.
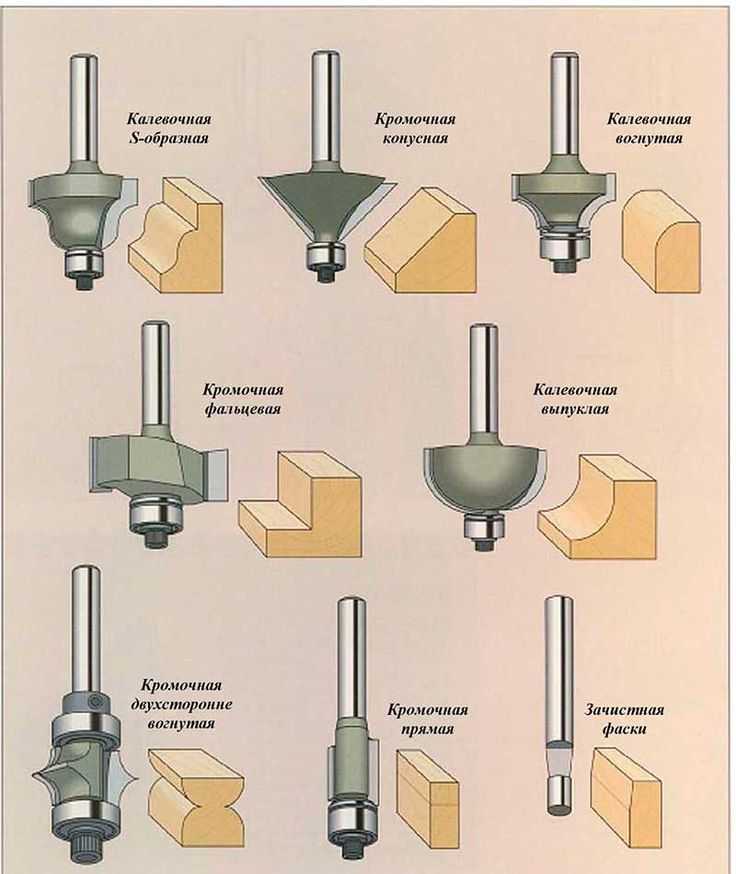
Кромочные
Предназначены для обработки боковых кромок. Главное их отличие – наличие шарикоподшипника внизу хвостовика. Это делает работу простой и удобной. Подшипник не дает фрезе заглубиться внутрь и испортить заготовку, крутится по поверхности заготовки, отчего инструмент передвигается легко и плавно.

Кромки обрабатывают самыми разными профилями. Поэтому к фрезам этого типа могут относиться пазовые, фигирейные (профильные), шиповые, фальцевые для отбора четвертей и другие фрезы с подшипниками.
Комбинированные
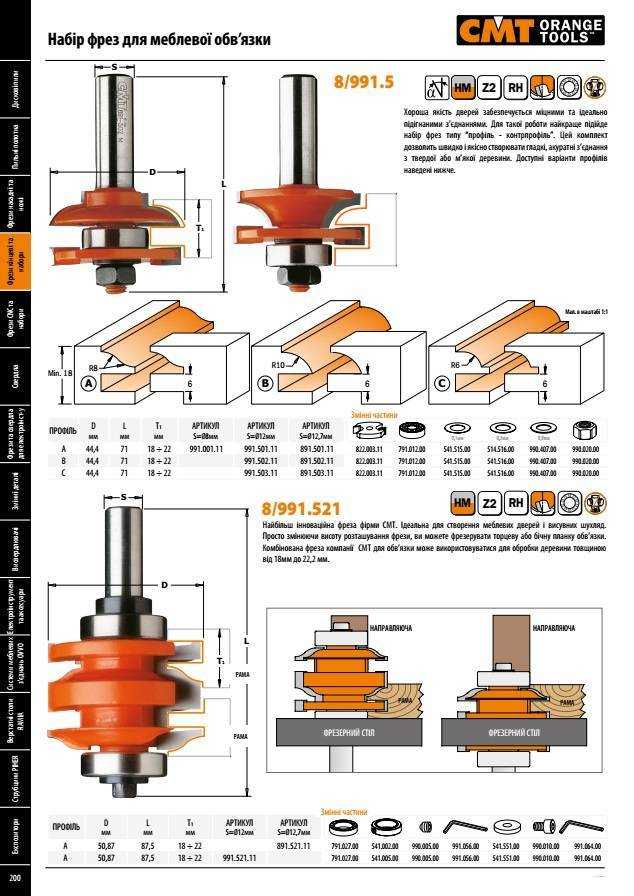
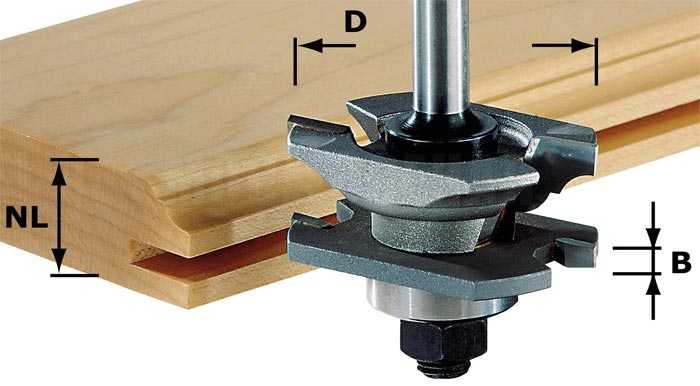
Комбинированными называются фрезы для соединения «сложный паз/шип». Особенность такого соединения в том, что на соединяемых кромках одна и та же выборка, а не паз и шип, как на вагонке. Посмотреть, как выглядят такие фрезы и соединения, можно на следующем видео:
Также хорошо иллюстрирует возможности такой оснастки это изображение:
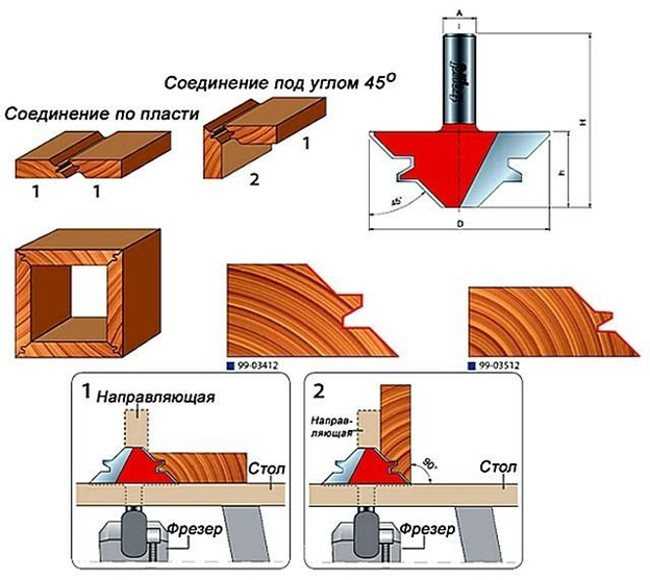
Если для соединения паз/шип (по типу вагонки или шпунтованной половой рейки) требуется проход двумя разными профилями (паз и шип), то комбинированная фреза делает совместимое соединение с двух сторон.
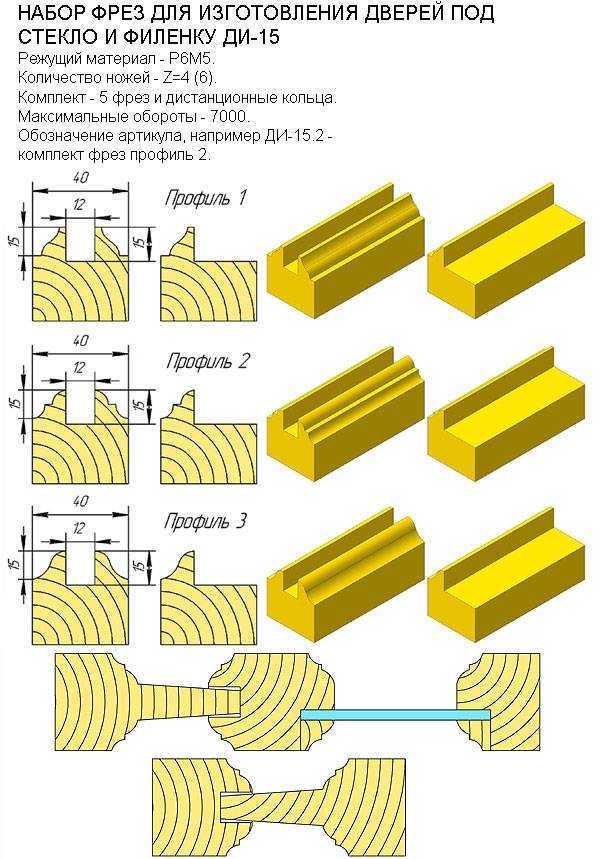
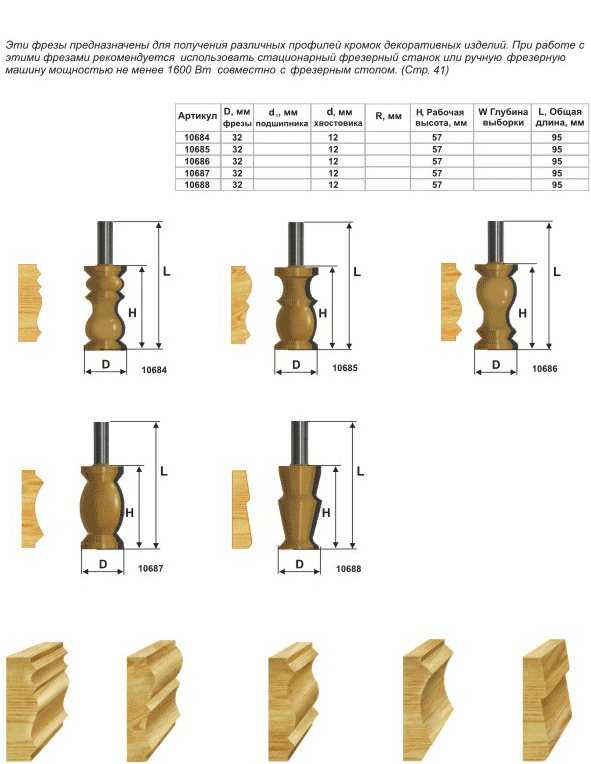
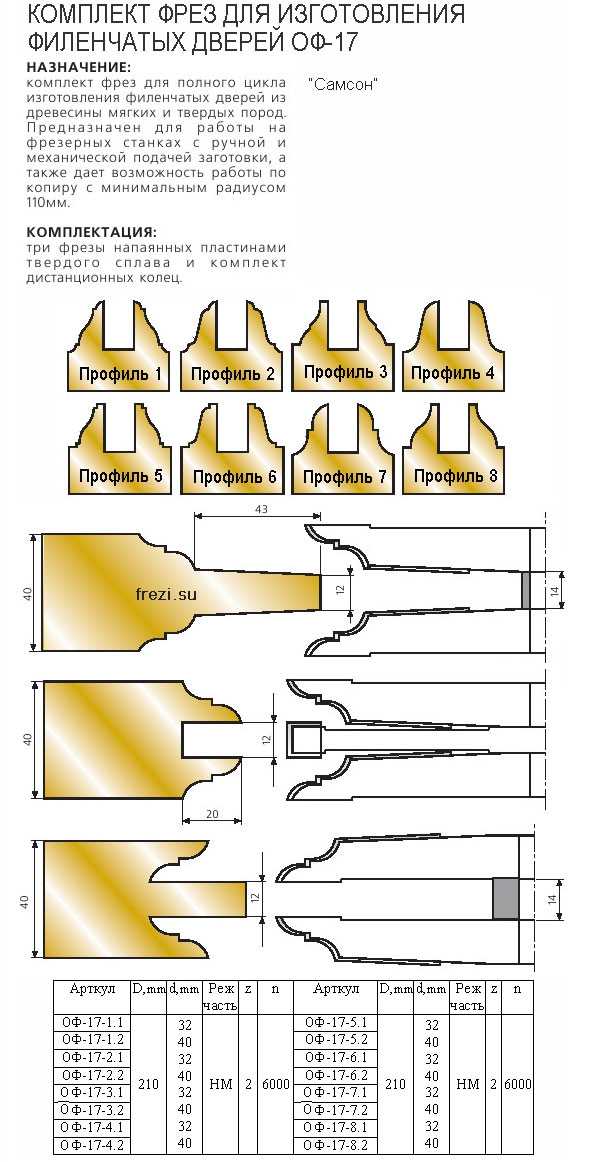
Фигирейные
Это крупные фрезы с разным сложным профилем, сочетанием широких полукругов, скругленных пазов и т.д. Результат их работы можно увидеть на филенчатых дверях (ими отбирают филенку) и фигурных плинтусах.
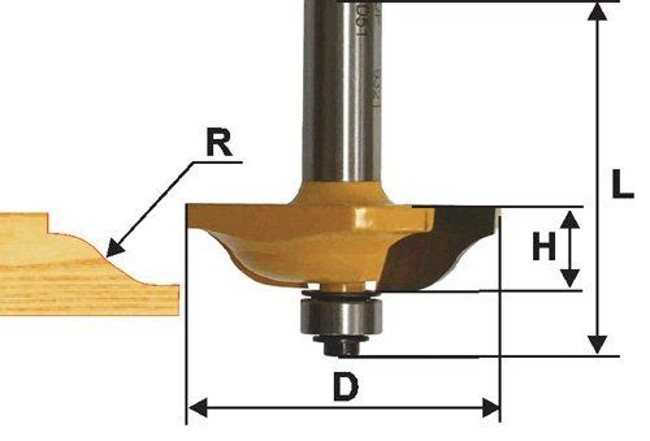
Конечно, погонаж большой протяженности (те же плинтуса), делаются не ручными фрезерами, а мощными фрезеровальными станками. Но небольшие объемы работ – несколько дверей, 10-30 п.м. плинтуса можно сделать и с помощью ручного фрезера мощностью не менее 1,5 кВт. Для прогонки погонажа ручной фрезер иногда закрепляют в столе в перевернутом состоянии (фрезой вверх).
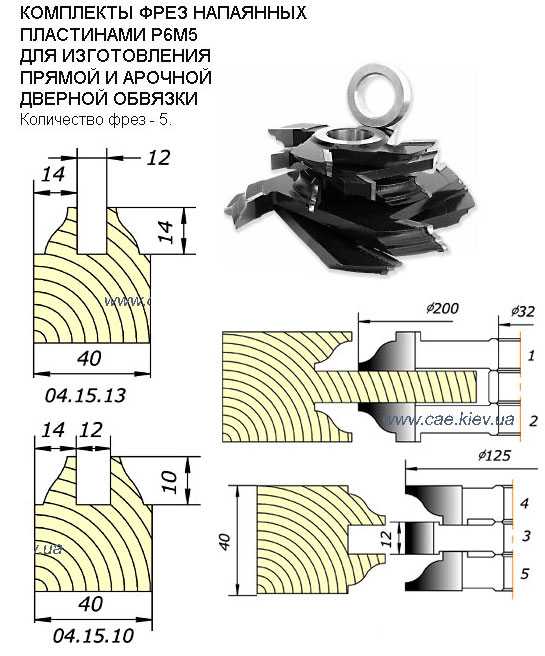
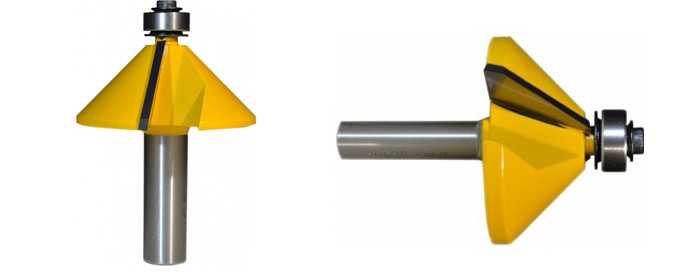
Пример классической фигирейной фрезы именно для ручного фрезера на изображении:

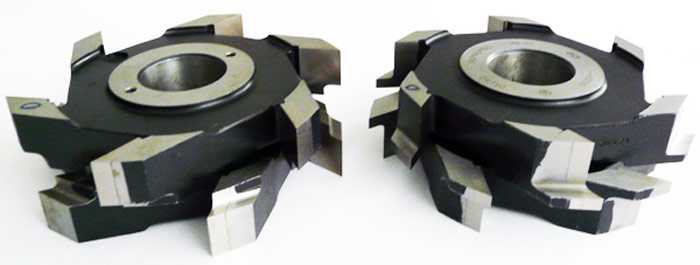
На следующем изображении – более сложная двойная (двустворчатая) фигирейная фреза.
Другие виды
Особая разновидность фрез – сверла Форстнера. По конструкции это фрезы. Но поскольку они выполняют функцию сверла, то есть делают круглые отверстия, их называют как фрезами, так и сверлами. Их функциональное отличие от классических спиральных сверел с конусным наконечником в следующем – они образуют ровное, а не конусное дно не сквозного отверстия
Часто это важно. Например, при посадке круглых элементов мебельного крепления, петель и т.д
На изображении – сверло Форстнера:

Сверла Форстнера выпускаются в большом диапазоне диаметров, от 10 мм до 56 мм, иногда и более, как по отдельности, так и в наборах. Режущий элемент состоит из трех основных частей:
- Подрезные боковые резцы. За счет них края отверстий не рвутся, отверстие сверлится чисто.
- Нижние резцы строго перпендикулярны оси вращения. Потому дно отверстия получается ровным.
- Третий элемент, центрующий пик посередине позволяет точно сориентировать сверло по отметке, при заходе в заготовку оно не прыгает и не смещается.
Твердосплавные резцы с карбидом вольфрама или других металлов позволяют применять такую оснастку и для сверления ДСП, МДФ и прочих материалов с твердыми клеящими смолами, что важно при изготовлении корпусной мебели из таких материалов. К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам
Как правило, для таких фрез используются ножи из более твердых сплавов
К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам. Как правило, для таких фрез используются ножи из более твердых сплавов.
Можно ли сделать своими руками
Несмотря на внешнюю простоту, производство этих изделий требует совершенного высокоточного и высокотехнологичного оборудования. Фреза должна быть:
- идеально сбалансирована по весу, чтобы не было эксцентричных биений на высоких оборотах;
- профили ножей и их расположение должны повторять друг друга с высокой точностью, до сотых долей мм;
- режущие кромки (ножи) должны быть выполнены из твердых сплавов, придать которым профиль и заточить можно только ещё более прочным инструментом.
По этим причинам сделать фрезу самому без оборудования практически невозможно. Исключение составляют простые прямые ножи на оснастке со сменными лезвиями. В теории, можно вырезать нужный размер из, например, ножей от рубанка. Но и тут есть проблемы с балансировкой по весу и сверлением отверстий под крепления в твердом металле.
Заточку проводят плоским алмазным надфилем. Но эффективнее — на точильном станке, тонком или чашеобразном круге, который входит по размеру в нишу фрезы и достает до затачиваемой поверхности.
Сильный перегрев при заточке недопустим, так как это изменит заводские характеристик закалки (термообработки) металла. Заточку проводят до появления небольшой фаски с обратной стороны. Затем фаску аккуратно снимают наждачной бумагой «нулевкой», легкими движениями, чтобы не затупить острие.
Обзор профессиональных насадок для гравера
Профессиональный инструмент составляет отдельную (качественную и дорогую) категорию оборудования, которое способно выдерживать без отрицательных последствий значительные эксплуатационные нагрузки. Такие устройства принято оснащать соответствующими расходниками.
Специалисты, занимающиеся гравированием различных материалов профессионально, рекомендуют приобретать наборы насадок от известных брендов, таких как «Дремель» либо «Декстер». Значительная стоимость изделий этих фирм полностью оправдана тем, что их продукция отличается надежностью, высоким качеством и долговечностью. Применение борфрезы по дереву, металлу и прочим материалам производства данных компаний повышает точность обработки заготовок.
Зачастую у специалистов имеется по несколько наборов оснастки, предназначенных для обработки разных материалов и выполнения различных операций. Также отдельные элементы, входящие в их состав, имеют свои конструктивные особенности. Обычно в такие наборы входят:
- фрезы по металлу, дереву и прочим материалом, разной конструкции;
- сверла;
- войлочные, алмазные, а также абразивные шарошки;
- щетки из проволоки, для очистки поверхностей;
- гравировальные стержни;
- диски отрезные.
Также в составе наборов попадается фреза кромочная прямая.
Фреза прямая кромочная Topfix
Сменную оснастку марок «Дремель» и «Декстер» могут использовать не только специалисты мастерских, но и домашние мастера, которые желают совершенствоваться в искусстве гравировки.
Некоторые мастера гравировки рекомендуют продукцию фирмы «Зубр», менее качественную, чем у «Дремель» или «Декстер», но более дешевую. В состав набора может входить до 180 единиц расходников востребованных разновидностей. Но продукция от «Зубр», в общем, относится к полупрофессиональной и бытовой категориям.





Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!
Разница между диаметром 6 мм и ¼ дюйма – не столь значительна. Но и в этом случае лучше все же не рисковать, а приобретать то, что прописано в паспорте фрезера.
Не стоит поддаваться на уговоры продавцов – мол, все так делают, и ничего страшного, «приляжется» и т.п. При таком попустительстве имеется вероятность просто угробить свой инструмент, если не случится худшего.
Как быть, если требуется или более длинный хвостовик, или фреза определенной конфигурации, но под цангу другого диаметра, а в ассортименте магазина таковых нет? Иногда в этом плане помогают переходники-удлинители. Они сами имеют хвостовик определенного размера, а на конце – цанговый патрон. Так что можно приобрести подобную оснастку для разных переходов диаметров, которая при необходимости выручит в обоих случаях.

Классификация насадок
Существует большое количество разновидностей оснастки для работы с мини-дрелью. Широкий ассортимент на рынке позволяет подобрать насадки по дереву и многим другим материалам, с которыми способно работать гравировальное оборудование. Также отдельные мастера делают их самостоятельно.
Конструктивно насадки (боры) состоят из двух частей;
- хвостовой, зажимаемой в патроне инструмента(диаметр от 0,8 до 8 мм);
- рабочей, которой обрабатываются материалы.
Оснастка классифицируется по двум основным критериям:
- по виду материала, из которого они изготовлены;
- по области использования (назначению).
По типу обрабатываемого материала
По материалу фрезы для гравера бывают следующих типов.
- Из твердых сплавов (твердосплавные) с маленькими и крупными рабочими частями. Насечка на них бывает разного типа. Предназначены для первоначальной либо промежуточной обработки разных по твердости заготовок.
- Стальные с алмазным напылением, применяемые для проведения основных рабочих операций с различными материалами.
- Держатели дисков, которые можно оснастить войлочными, отрезными, резиновыми кругами в зависимости от свойств обрабатываемой детали и характера выполняемых работ.
- Резиновые с добавлением корунда, используемые при обработке металлических заготовок.
- Абразивные, которые используются для выполнения работ по камню, металлу, стеклу, керамике.
- Войлочные, предназначенные для полировки деревянных поверхностей.
Твердосплавная оснастка является качественной, долговечной и относится к ряду дорогих расходных материалов для дремелей. Форма наконечников определяет особенности ее применения. С помощью таких боров-пик хорошо обрабатывать кость, пластик, делать трассировку (обозначать контуры рисунка). Алмазные насадки тоже отличаются качественностью, даже если комплект, в состав которого они входят, относится к разряду дешевых расходников.
На рынке можно встретить набор борфрез, все элементы которого промаркированы каким-либо цветом – он указывает уровень заточки. Помеченные черным – это наиболее производительные боры, а острота зеленых или синих уже похуже. Промаркированные желтым цветом насадки – это оптимальный выбор при выполнении финишной обработки заготовок.
По назначению
Пользоваться гравером с насадками можно не только для гравировки, но и для выполнения других рабочих операций. Разделение расходников, используемых при эксплуатации прямошлифовальных машин, представлено в таблице ниже.
| Выполняемые работы | Применяемые насадки |
| гравирование | подходят рассмотренные выше разновидности |
| сверление | выполняется с помощью стальных или твердосплавных сверл |
| полирование | круги из фетра, хлопка, войлока, наждачной бумаги, кожи, а также специальные приспособления (держатели), которые можно самостоятельно обматывать (например, фетром) |
| шлифование | шлифовальные камни (различной формы и из разного материала) и круги (из наждачной бумаги), кольца алмазные, резиновые цилиндры |
| шпунтование | боры с шарообразной рабочей частью |
| резка | отрезные диски |
| фрезерование | фрезы |
| очистка поверхностей (например, от ржавчины, окалины) | проволочные (стальные), нитяные, тканевые щетки |
| конечная обработка отверстий или полостей | алмазные шарошки |
| создание пазов | конусообразные боры |
Расходники из каждой группы могут использоваться при обработке различных материалов. При этом оснастка для фрезеровки применяется в основном профессионалами.
Фрезы кромочные
Самая большая категория изделий. Нужны кромочные фрезы по дереву для ручного фрезера при формировании торца детали нужной формы. Используются для изготовления элементов мебели, реек. Характерной особенностью является возможность использовать кромку заготовки в качестве опоры.
Подшипник перемещаясь по ней обрабатывает дерево на заданное конструкцией расстояние. Регулировкой высоты положения можно добиваться нужной глубины обработки и соответствующей формы детали. К этой категории относят и копировальные фрезы.
Подшипник одного диаметра с режущей кромкой передвигается по шаблону, зафиксированному на обратной стороне заготовки. В результате получается точная копия нужных размеров. Удобно при производстве большого количество одинаковых деталей.
Типовая конструкция фрезы и варианты исполнения лезвий
Конструкция фрез по дереву для ручного фрезера типична, хвостовик и режущая часть, размеры и внешний вид, которых зависит от поставленных задач. Рассмотрим их строение подробно.
Хвостовик — крепится в патрон фрезера
Может иметь различную конструкцию – цилиндрической, конусной формы, на нем иногда протачивается лыска, предотвращающая проскальзывание в патроне.

Хвостовая часть цилиндрическая
Главная задача хвостовика – обеспечить надежное крепление на требуемую глубину проникновения оснастки в материал.
На хвостовике возможна установка направляющего подшипника. Он служит своеобразным упором для огибания шаблона или движения по направляющей кромке заготовки.
Преимущества такой конструкции – меньше изнашивается, а подшипник легко заменить. Насадка с подшипником не нуждается в установке копировального кольца на ручной фрезер, что упрощает проведение работ с шаблоном.
Режущая часть
Определяет форму отфрезерованной поверхности. Может быть изготовлена как в виде отформованных проточек на основном теле инструмента, так и твердосплавных напаек на более мягкую основу.
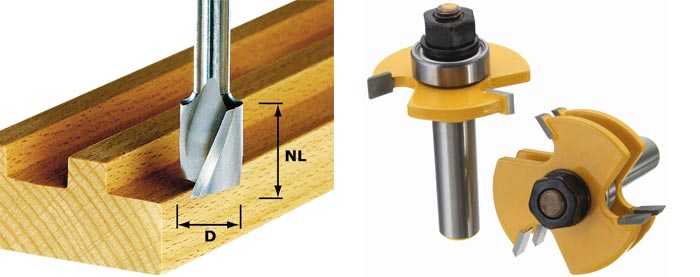
Режущая часть выполняется либо монолитно, либо состоит из сменных наборных дисков, закрепленных на оси. Например, как на микрошиповой фрезе.
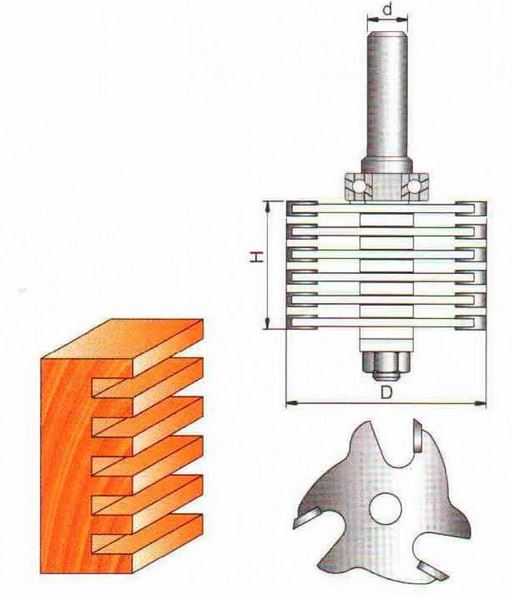
Микрошиповая применяется в шиповом соединение, состоит из наборных дисков
Наборной вариант более практичен, поскольку позволяет создавать различные конфигурации на одном и том же хвостовике. Однако за счет сложности изготовления, имеют более высокую стоимость. Сменные диски имеют второе название – насадочная фреза.

Сменный диск
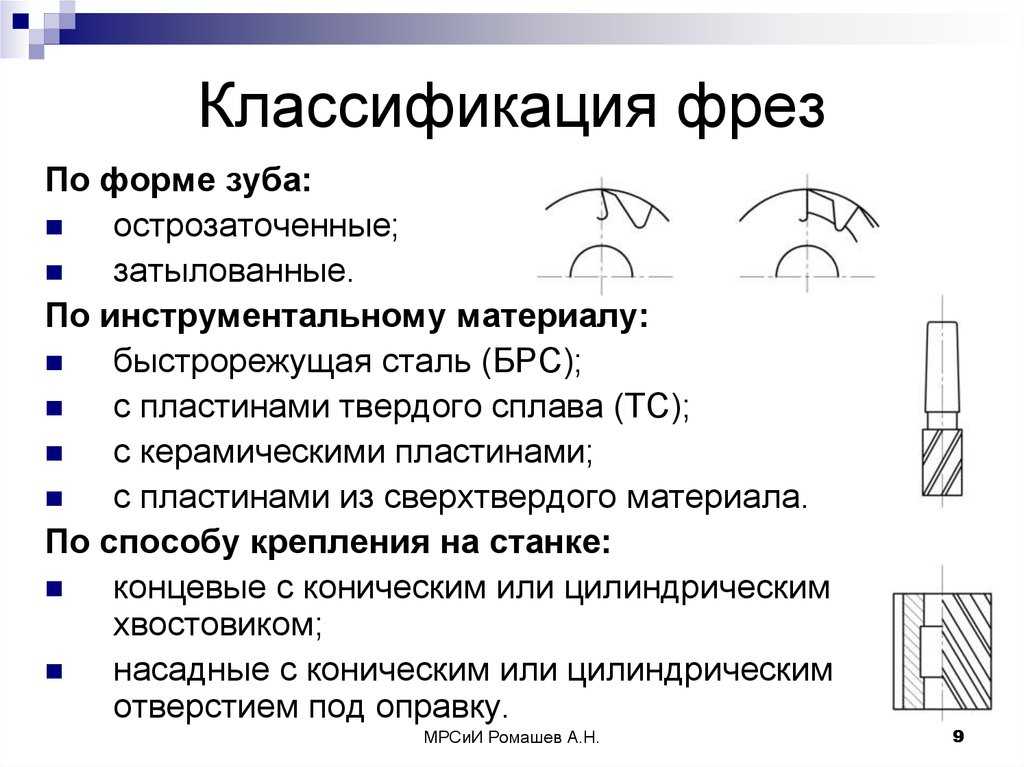
По типу материала фрезы разделяются на две группы
- Быстрорежущие, классификация HSS. Очень качественно и с высокой скоростью фрезеруют мягкую древесину. На твердых породах перегреваются и быстро тупятся. Преимущества – невысокая стоимость.
- Твердосплавные, классификация HM. Предназначены в основном для обработки твердых пород дерева. Медленнее изнашиваются, но более хрупкие и на мягкой древесине сложно добиться идеально ровной поверхности. Процесс обработки заготовки занимает более длительное время. Стоимость этих насадок выше, чем быстрорежущих.
Рабочая поверхность (заточенные кромки или режущие зубья) могут иметь различную форму. Прямые проще в обслуживании, но быстрее тупятся. При прохождении разнородной древесины могут привести к сколам и выщерблинам.
Обратите внимание
Кромки винтовой формы дают идеальную отфрезерованную поверхность, но их заточка требует специального оборудования, поэтому по мере затупления, как правило, приобретается новая насадка.
Углы заточки разных насадок
Многое зависит от угла, под которым заточена рабочая кромка. Обычно он не превышает 90 градусов и выбирается под тип материала, с которым будет работать насадка. После задней площадки режущей кромки следует сложная по форме конструкция, именуемая стружколомом.
Без правильного отведения стружки из рабочей зоны скоростное вращение оснастки станет невозможным.
Наборные фрезы часто имеют двустороннюю заточку. Это позволяет в два раза дольше пользоваться одним диском. При затуплении одной стороны элемент просто переворачивается на 180 градусов.
Но такая конструкция не позволяет использовать систему сложных переходящих друг в друга углов задней кромки и канавок для отвода стружки. В результате чего эффективность и качество работы насадки снижается.
Как выбрать
Определить качество и долговечность фрезы можно только при реальной работе. Сделать это до покупки осмотром либо другими способами невозможно. Если требуется покупать большой комплект разных профилей за значительную сумму, можно проверить качество без продолжительных работ следующим способом:
- покупается одна фреза выбранного производителя;
- обратная сторона режущей кромки пробно затачивается обычным напильником с мелкой насечкой;
- если снимаются опилки, сплав недостаточно прочный. (Легко точится – легко тупится).
Покупать большое количество фрез такого качества не стоит. Твердосплавные кромки затачиваются только абразивными кругами точильных станков либо алмазными надфилями, обычный напильник их не берёт.




Представление о качестве может дать репутация бренда. Большинство брендов выпускают для бытового применения «массовый ширпотреб», однако достаточно хорошего качества, чтобы выполнять нужные работы.
Средним и достаточным для работы качеством обладают фрезы вышеперечисленных брендов – Бош, Энкор, Фит и т.д.
Цена не всегда показатель качества. Дело в том, что цена зависит не только от применяемых дорогих или дешевых сплавов, стоимости оборудования, но и от профиля фрезы. Сложный профиль большего размера стоит дороже, чем простой.
Хорошие фрезы выпускают немецкие производители. Гарантия качества, если изделие произведено не, например, «в КНР под контролем и т.д.», а именно на территории Германии. Поэтому при поиске в сетевых магазинах следует кликнуть страну-производитель «Германия». В выдаче будет только продукция, произведенная в этой стране.
Немецкие фрезы идеально сбалансированы, не создают вибраций и биений на больших оборотах, обрабатывают древесину максимально чисто и очень долго сохраняют рабочие качества без заточки.
Особенности стали для изготовления фрез
Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18.
На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках).
Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита.
Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром
Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость. Как на свойства сплавов влияют легирующие элементы:
Как на свойства сплавов влияют легирующие элементы:
- Фосфор и сера оказывают негативное воздействие на характеристики стальных быстрорежущих композиций. В сплаве их количество не должно превышать 0,03 и 0,015% соответственно.
- Вольфрам и молибден являются основными легирующими добавками. Именно благодаря им обеспечивается высокая степень эксплуатационной и красностойкости стали.
- Хрома в сплаве должно содержаться не более 4%. Он придаёт повышенную прокаливаемость металлу.
- Кобальт повышает красностойкость, но удаляет углерод из стали и понижает её прочность и вязкость.
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12.
Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12.
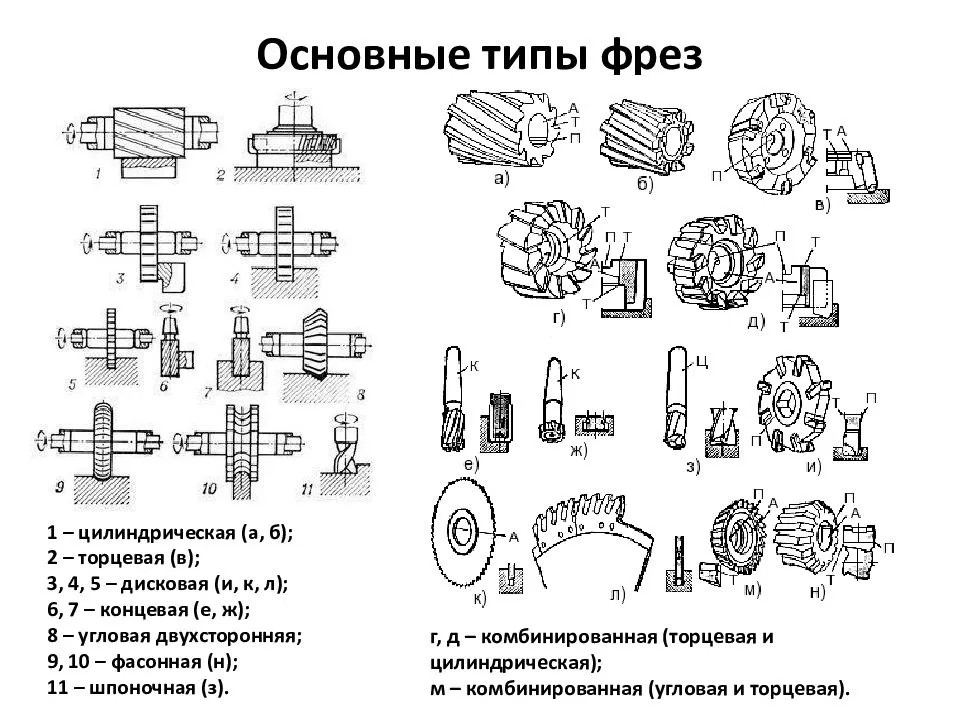
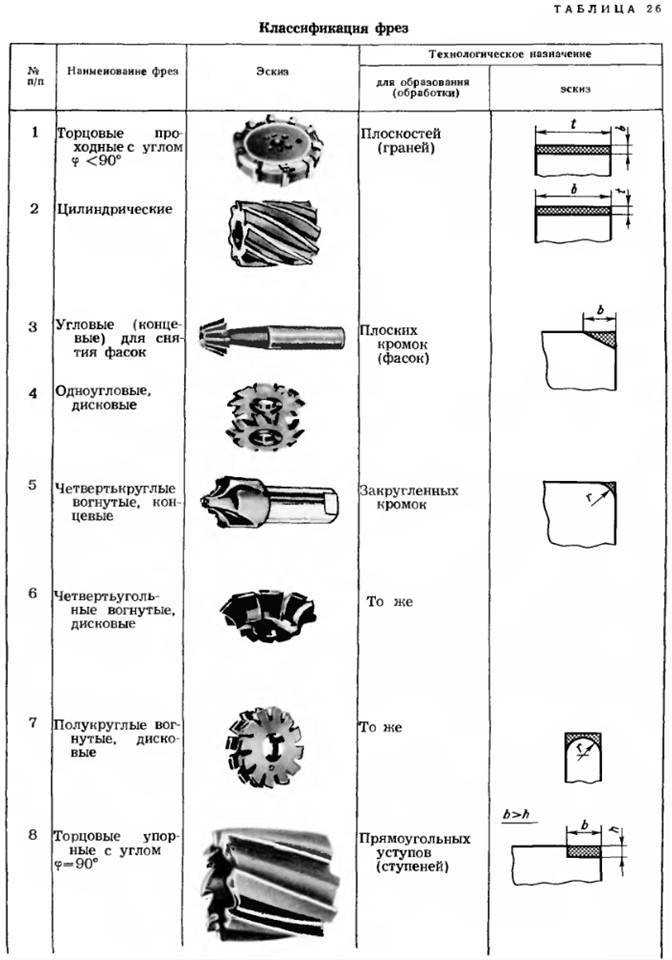
Классификация и виды фрез для обработки древесины
Фрезы по дереву для ручного фрезера могут быть подразделены на следующие разновидности:
Предназначенные для обработки кромок древесины (концевые фрезы). Такой инструмент снабжается направляющим подшипником, который и обеспечивает ровность обрабатываемого края изделия. К этой же категории относятся и спиральные фрезы.
Пазовые фрезы с плоским торцом. Для их применения потребуется наличие упора и известный практический навык, поскольку без шаблона получить ровный паз прямоугольной формы практически невозможно.
Галтельные фрезы, предназначенные для выфрезеровывания полукруглой канавки в торце деревянного бруска. Такие фрезы также являются достаточно универсальными, поскольку от глубины погружения фрезы в материал зависит размер дуги канавки. Галтельные фрезы с опорным подшипником позволяют получать декоративные мебельные рейки.
Пазовые фрезы с V-образным торцом. При их использовании можно получить неглубокую канавку, боковые стенки которой будут наклонены по отношению друг к другу на угол 90 0 . При увеличении глубины внедрения такой фрезы в материал, у паза будут получены ровные стенки.

Шиповая фреза с обратным конусом, для получения пазов типа «ласточкин хвост». Такой инструмент незаменим при выполнении ремонтных работ с мебелью, когда один фрагмент удаляется, а второй закрепляется с основой при помощи указанного паза.

Конусные фрезы. С их помощью ведут обработку внешних кромок изделия, которые по своей готовности должны иметь фаски строго установленной высоты и угла наклона. Глубина внедрения такой фрезы в древесину может быть ограничена установкой упорного подшипника, подобного тому, который применяется для кромочных фрез.
Калёвочные фрезы, используя которые можно получать скруглённые кромки. В набор фрез по дереву для ручного фрезера обычно входят несколько типоразмеров такого инструмента, что позволяет оформлять кромки с различными значениями радиусов закругления. Установка опорного подшипника позволяет, при более глубоком внедрении инструмента в дерево, получать далее прямолинейную кромку.

Четвертные фрезы. Они создают не только вертикальную, но и горизонтальную кромку, а потому применяются при изготовлении и ремонте деревянных оконных рам.

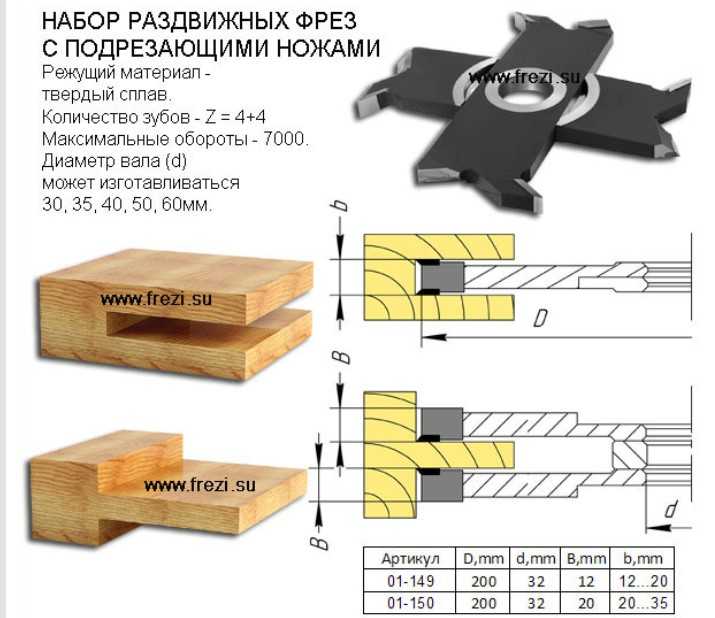
Дисковые фрезы. Также предназначены для выполнения пазов, но, в отличие от пазовых фрез работают не торцом, а периферией своей рабочей части. Комплект из таких фрез различного диаметра (3…6 мм) позволяет получать пазы с гарантированной глубиной по всей протяжённости участка обработки. Опорный подшипник в этом случае не потребуется. Дисковые фрезы с увеличенной высотой рабочей части иногда называют фальцевыми, и применяют для получения оконных пазов под стекло в деревянных рамах.
Комбинированные фрезы объединяют в себе по предоставляемым возможностям шиповые и пазовые виды.
Перечисленными исполнениями фрез по дереву для ручного фрезера можно пользоваться не только при обработке древесины, но и ряда других материалов, в частности гипсокартонных плит, многослойной фанеры и т. п.
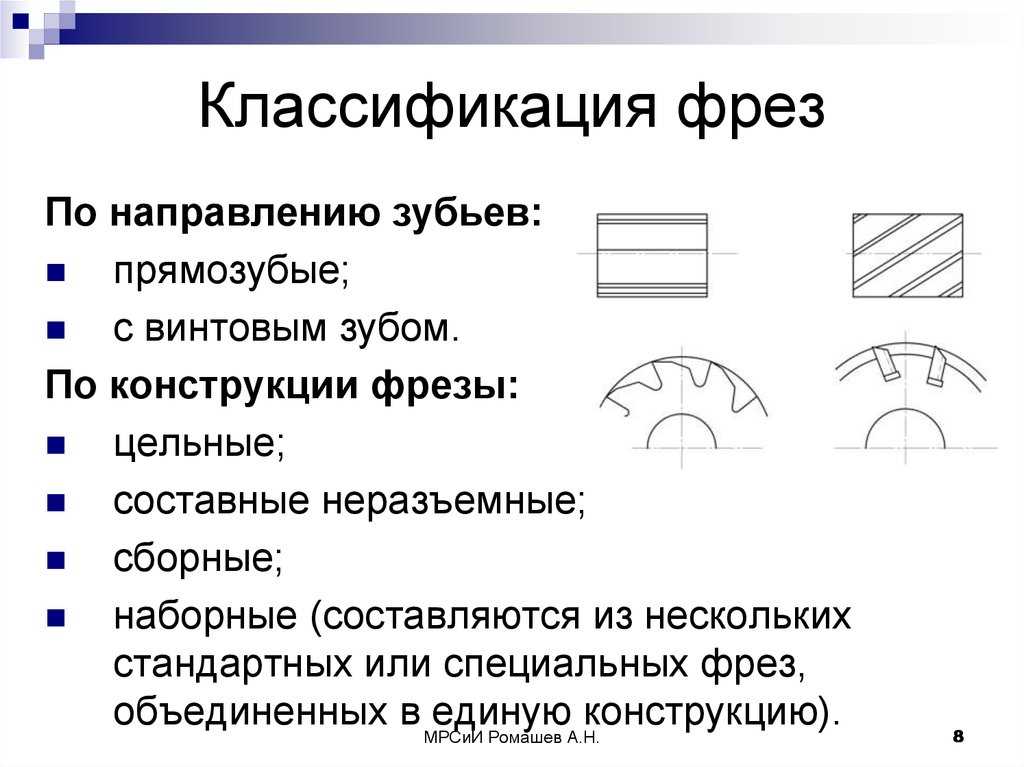
Типы конструкции фрез
Ручной фрезерной машиной можно выполнить практически все операции по дереву, за исключением художественной резьбы. В комплекте есть параллельный упор, центровочное приспособление для выполнения окружностей, базовый набор режущей оснастки.
Однако не всегда имеющихся устройств хватает для реализации задуманной идеи. Приходится докупать нужные модели отдельно. Конструктивно типы фрез для ручного фрезера по дереву разделены на три категории.
Сборные
Состоит такая конструкция из нескольких частей. Возможно несколько вариантов исполнения. Универсальный хвостовик в нижней части имеет фиксирующую гайку. Можно поменять и подшипник, и рабочую часть с напаянными режущими кромками. Удобно проводить работу, когда конструкция зафиксирована во фрезере. Только необходимо удостовериться, что устройство отключено от сети.

Со сменными режущими кромками
Инструмент этой категории широко используется на больших производствах. А вот фрезы по дереву для ручного фрезера аналогичной конструкции встречаются редко. Инструмент востребован у профессионалов, умеющих пользоваться преимуществами технологии.
Сменные кромки можно ремонтировать, затачивать, заменять. Сложности у неопытных мастеров могут возникнуть при установке. Требуется навык правильно регулировать положение.





Монолитные
Цельная конструкция, готовая к применению сразу после покупки. Регулируется только по глубине. Для получения нужного рисунка профиля приобретается соответствующая фреза. Цанговый зажим позволяет быстро менять модели. Качественная заводская заточка позволяет выполнять операции с высоким качеством и производительностью.
Большой ассортимент изделий разнообразных конфигураций: прямые, угловые, фигурные фрезы. Доступная цена делает их очень популярными. Не все мастера их даже затачивают, поскольку при обработке меняется геометрия режущих кромок. Проще купить на фрезер новую деталь.
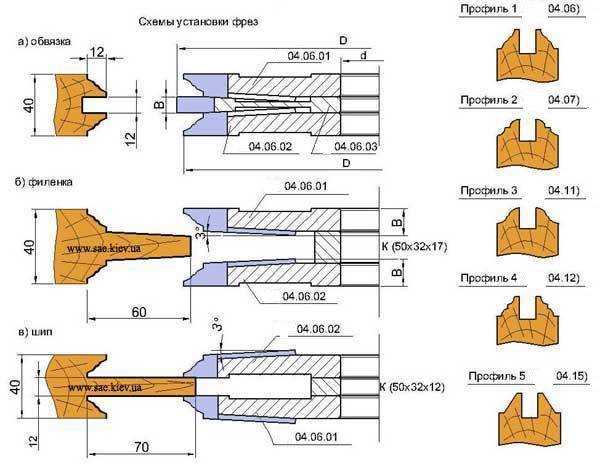
Фрезы комбинированные
Изделие представляется собой конструкцию из нескольких видов фрез, собранных на одном хвостовике. При этом можно менять их положение, с помощью втулок, прокладок увеличивать/уменьшать расстояние между ними. Технология позволяет получать заданные по чертежу профили, сделать нужную форму с учетом габаритов заготовки.
Сборка не занимает много времени, важно правильно по размерам подобрать комплектующие, поскольку изменить расстояние от оси вращения до крайней точки устройства нельзя. Пользоваться для выполнения сложного рисунка можно и базовыми фрезами, но в этом случае нужно делать несколько проходов, каждый раз настраивая оборудования. Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми
Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми
Пользоваться для выполнения сложного рисунка можно и базовыми фрезами, но в этом случае нужно делать несколько проходов, каждый раз настраивая оборудования. Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми.

Характеристика
Фрезерование – один из основных видов механической обработки материалов. Рабочий инструмент – фреза, которая состоит из 3-х частей.
Ступица. С её помощью инструмент закрепляется на станке и приводится в движение. Она может быть плоской или выступать на 0,2-0,6 мм над основным телом.




Дисковые фрезы выделяются своей конфигурацией – у них диаметр значительно превышает толщину (если это не так, то фреза цилиндрическая). Они представляют собой многолезвийный инструмент, обладающий весомыми преимуществами.
- Высокая скорость обработки. За один проход можно снять большой слой припуска.
- Точность и чистота поверхности изделия. Грамотно рассчитав режимы резания и выбрав соответствующий инструмент, можно получить 6-7 квалитет размеров.
- Универсальность. Дисковые фрезы подходят и для грубых, и для тонких работ в различных технологических операциях.
- В отличие от шлифовального круга, фрезу не нужно балансировать.
- Производительность. На шпинделе станка можно закрепить сразу несколько фрез для выполнения множества пазов за один проход или для обработки нескольких заготовок.

Необязательно делать всю фрезу из одного материала. Напротив, у каждой её части разное назначение, и материал должен отличаться.
- Самые твёрдые элементы – зубья, они воспринимают всю нагрузку. Изготавливаются из инструментальной (для дерева), быстрорежущей стали, твёрдых сплавов, металло- и минералокерамики.
- Основное тело должно гасить вибрации, возникающие при работе. Поэтому оно делается из вязкого металла, а для дополнительной прочности подвергается поверхностной закалке или ТВЧ (закалке токами высокой частоты).
- Ступица отвечает за правильную установку инструмента на станке, поэтому она должна быть твёрдой и износостойкой.
Для установки в различных приспособлениях ступица может быть разной.
С посадочным отверстием. Устанавливается на специальную оправку, которая затем закрепляется на станке. Фиксируется гайкой с шайбой. В посадочном отверстии прорезается канавка для шпонки или шлицевые пазы.





Такое обилие конструкций дисковых фрез обусловлено их разным назначением.



