Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Холодная сварка – что это такое, как пользоваться
Глубокая деформация начинает воздействовать на верхний металлический слой, который покрыт оксидом. И вот когда дистанция между двух частей становится очень близкой, что молекулярные решетки соединяются друг с другом, происходит химическая реакция соединения.
Достоинства холодной сварки
Также к преимуществам можно отнести следующее:
- Процесс на 100% экологичный, так как во время сварки не выделяется ни газ, ни дым.
- Не требуются особые инструменты.
- Наличие опыта сварочных работ совсем необязательно.
- Не требуются затраты энергетических носителей.
- Шов получается аккуратным и надёжным.
- Склеиваемые изделия не деформируются, так как процесс не является теплоемким.
- В некоторых случаях это единственная возможность произвести ремонт (к примеру, если идёт речь о ёмкостях взрывоопасного типа).
Да, плюсов такой сварки более, чем достаточно.
Свойства и характеристики холодной сварки
По сути, речь идёт о специализированном клеевом составе, в который входит:
- Наполнитель, он же металлический компонент.
- Эпоксидная смола, которая является основной. Она делает массу для сварки однородной и пластичной.
- Дополнительные компоненты, которых может быть в составе очень много, но зачастую речь идёт о сере.
На строительном рынке предлагается 2 типа состава – двухкомнатный и однокомпонентный. На будущее качество соединения будет оказывать влияние непосредственно состав (то есть входящие в него компоненты), правильно ли была использована холодная сварка и насколько чистыми были свариваемые поверхности.
Клеевой состав может меняться, причем он будет напрямую зависеть от того, какую температуру может выдержать материал. Инструкция по использованию поможет определить этот показатель, и если все требования будут соблюдены, то шов от холодной сварки получится прочным и сможет выдерживать те температуры, что указаны в инструкции.
Главные разновидности клеевых составов для холодной сварки способны выдерживать температуру до +265 градусов. Но в целом есть и другие разновидности, которые выдерживают температурный уровень в +1320 градусов. Их применяют там, где нет возможности пользоваться другими видами сварки.

Клей по составу может быть:
- Жидким – двухкомпонентный вариант, в составе которого есть отвердители.
- Пластилинообразным – его до использования стоит предварительно размять.
Рассмотрим виды сварки.
Холодная сварка для металла: инструкция к применению
Все виды клея холодная сварка имеют схожую технологию применения – разницы между ними нет никакой. Именно по этой причине вопрос, как пользоваться холодной сваркой, мы рассмотрим на примере устранения течей в железных трубопроводах. Представим эту технологию по пунктам, но для начала разберемся с одним моментом – холодная сварка с одинаковым успехом может устранять течи как в пустых емкостях, так и находящихся под небольшим давлением. Если в автомобильном радиаторе имеется охлаждающая жидкость, то для заделки пробоины сливать ее не обязательно. То же самое можно сказать и о трубопроводах.
Но вернемся к непосредственной технологии использования холодной сварки. Выглядит она следующим образом.
Для начала готовим склеиваемую или склеиваемые поверхности. Самым тщательным способом зачищаем ее крупной наждачной шкуркой, так, чтобы не только удалилась грязь и старая краска, но и на поверхностях образовались видимые невооруженным глазом царапины. Они нужны для того, чтобы обеспечить качественное склеивание – без них не обойтись, поэтому стесняться не нужно и царапать необходимо капитально. Естественно, в пределах разумного.
Просушиваем поверхность – можно даже феном. Если склеиваемые холодной сваркой поверхности будут нагреты, это пойдет только на пользу. Сразу оговорюсь – холодная сварка пристает и на мокрую поверхность, но делает это во много раз хуже. Хорошего качества в таком случае ждать не приходится, и такой подход к делу является правильным только в случае временного устранения течей.
Обезжириванием склеиваемые поверхности. Это обязательный этап работ, который обеспечивает надежность соединения. Даже если наглядно на поверхностях не видно жира, то это еще не означает, что его там нет – даже мизерной доли жира, перенесшегося на склеиваемую поверхность с пальцев рук, вполне достаточно для того, чтобы стык оказался нестабильным и некачественным. Этот этап работ игнорировать не стоит.
Пока ацетон высыхает, готовим холодную сварку. Для этого отрезаем от колбаски небольшое количество материала – режем строго поперек, так как в большинстве случаев мы имеем дело с двумя компонентами, расположенными один внутри другого. Отрезанный кусочек тщательно разминаем руками до получения пластичной, мягкой, а главное однородной массы
В процессе перемешивания материал немного нагреется – это нормально и заострять внимание на этом не стоит.
Наносим приготовленную холодную сварку на склеиваемую или заклеиваемую поверхность. Делать это нужно сразу же по окончании смешивания – большинство составов начинают полимеризироваться (застывать) уже спустя пару минут после приготовления
Если речь идет о заделке пробоины, то холодную сварку нужно нанести так, чтобы она проникла и внутрь отверстия. Если оно слишком большое, то на него лучше установить латку из листового железа, приклеив ее с помощью этой же холодной сварки.
Все! Оставляем ремонтируемый участок высыхать. Полное застывание данного типа клея происходит в течение 24 часов. По истечении этого времени ремонтируемый участок можно зачищать, грунтовать, шпаклевать и красить – в общем, имеются все предпосылки для того, чтобы устранить пробоины даже в лицевых декоративных поверхностях. Например, в бензобаке мотоцикла.
И в заключение темы несколько небольших советов, которые помогут использовать холодную сварку безопасно, а главное обеспечить с ее помощью надежное и герметичное соединение. Во-первых, тщательно ознакомьтесь с инструкцией – слова словами, а вот нюансы применения у различных производителей могут быть свои. Во-вторых, не забывайте о правилах использования таких веществ, как ацетон – они являются отнюдь не безопасными и при попадании в глаза могут вызвать серьезные травмы. А вообще холодная сварка является неприхотливым материалом – в этом отношении ее можно сравнить с обычным клеем, например, для обуви.
Автор статьи Александр Куликов
Преимущества холодной сварки
К преимуществам холодной сварки относят:
— ровный и надежный шов;
— экологическая безопасность – в составе нет компонентов, угрожающих здоровью;
— не нужно специального инструмента – только обычный нож и руки, желательно в перчатках;
— можно заделывать течь в трубах и даже работать под водой.
Как применять холодную сварку
Процесс применения холодной сварки до неприличия прост. Прежде всего необходимо очистить место соединения или заделки трещины – короче говоря, место наложения состава, при необходимости обезжирить его ацетоном. Если есть возможность, то место наложения подсушиваем феном – так соединение получиться более крепким.








Далее, надеваем резиновые перчатки и отрезаем от «колбаски» нужное количество, причем резать надо строго поперек, дабы сохранить точное соотношение компонентов – эпоксидки и отвердителя.
Отрезанный кусок холодной сварки тщательно разминаем в руках до получения мягкой и пластичной однородной массы.
Затем придаем размятому веществу форму под трещину или соединение, наносим на поверхность и прижимаем крепко (если речь идет о соединении деталей). Ждем высыхания состава примерно сутки, а затем приступаем к остальным действиям – шлифовки, грунтовки или покраски.
Друзья! Подписывайтесь и ставьте лайк, будет много интересного!
Параметры режимов холодной сварки
Основной параметр, определяющий процесс – величина деформации в месте соединения, которая зависит от свойств металла, его толщины, типа соединения и способов подготовки поверхностей.
Основными параметрами режима холодной сварки являются:
- удельное давление
- глубина вдавливания пуансона
- величина вылета деталей из цанг (при стыковом способе)
- диаметр пуансона
- степень деформации
Величина удельного давления выбирается в зависимости от физико-механических свойств свариваемых материалов. Рекомендуемое удельное давление при стыковой холодной сварке:
- алюминиевых деталей: 180-250 кг/мм2
- медных деталей: 650-800 кг/мм2
- для разнородных металлов, например, алюминий – медь: 500-650 кг/мм2
Усилие зажатия образцов в зажимах с насечкой должно превышать усилие осадки для алюминия более чем на 50%, а для меди – более чем на 80%
| Металл | Относительная глубина вдавливания пуансона, % |
|---|---|
| Алюминий | 55 – 60 |
| Алюминиевые сплавы | 75 – 80 |
| Медь | 85 – 90 |
| Олово | 85 – 88 |
| Титан | 70 – 75 |
| Серебро | 82 – 86 |
| Армко-железо | 85 – 92 |
| Свинец | 80 – 85 |
| Никель | 85 – 90 |
| Индий | 10 – 15 |
Величина вылета стержня составляет:
- для алюминия 1-1,2 диаметра стержня
- для меди 1,25-1,5 диаметра стержня
- для разнородных металлов алюминий – медь: вылет медного стержня должен быть на 30-40% больше, чем алюминиевого
Степень необходимой деформации при холодной сварке разнородных материалов определяется свойствами того из свариваемых металлов, при соединении которого требуется меньшая деформация. Этим пользуются при необходимости сварить малопластичные материалы, применяя прокладки из пластичных металлов.
Предварительные исследования свариваемости показывают следующие результаты:
| Металл | Свариваемость в % |
|---|---|
| Алюминий особо чистый | 40 |
| Алюминий технически чистый | 30 |
| Дюралюминий | 20 |
| Кадмий | 16 |
| Свинец | 16 |
| Медь | 14 |
| Никель | 11 |
| Цинк | 8 |
| Серебро | 6 |
Из этих данных видно, что наилучшие результаты холодной сварки дают алюминий и алюминиевые сплавы, удовлетворительные результаты дает медь. Довольно удовлетворительную свариваемость дает никель, имеющий высокую температуру плавления (1450°С).
Разновидности холодной сварки

Холодную сварку можно назвать очень пластичным клеем, для изготовления которого используется эпоксидная смола. Он не вступает в реакции с горючими жидкостями и другими продуктами нефтехимии, с маслами.
Очень быстро становится твердым. Обладает высокой способностью к прочному сцеплению с разными материалами, например с металлом, пластиком, линолеумом, бетоном.
Сегодня такие клеящие составы выпускают двух видов:
- Жидкие. Изготовлены из эпоксидки с добавлением отвердителей. Этот состав является двухкомпонентным. К преимуществам относится долгий срок хранения, отсутствие резкого запаха, не выделяет вредные вещества.
- Пластичные. Внешне похожи на обычный пластилин, так как имеют форму одно- или двухслойного бруска. Относятся к однокомпонентным. Их рекомендуется применять сразу, при долгом хранении теряют свои свойства.
Фирмы-производители выпускают холодную сварку в цилиндрической емкости, сама масса состоит из двух слоев. Эпоксидная смола находится во внутренней части, в нее добавлены мельчайшие частички металла, а сверху -отвердитель. Добавление металлической пыли придает сварному шву высокую прочность, делает его намного надежнее.
Классификация холодной сварки
Существует несколько видов данного средства. Какой выбрать, подскажет материал, из которого изготовлено изделие, требующее ремонта.
Самая распространенная – это холодная сварка для металла. Дома она поможет привести в порядок сантехнику (починить протекающую батарею, трубы), автолюбители тоже часто используют данное средство при мелком ремонте. Например, замазывают отверстия в баках, поддонах, глушителях. Также она отлично склеивает оторванные металлические детали.
Чаще используют сварку с пластическим составом, но и средство в жидкой форме выпуска не подведет. Нужно учесть, что сварка по металлу не поможет соединить детали, которые испытывают сильные нагрузки.
К тому же, все таки этот метод позволяет решить проблему лишь на время, а при первом удобном случае требуется выполнить полноценный ремонт.
Сварка для металла бывает высокотемпературной. Она позволяет заделать отверстия в железных деталях, в стали. Максимально выдерживает температуру 1316 градусов.
Еще один полезный вид-холодная сварка для пластика. Она поможет при ремонте изделий из различного пластика как на предприятиях, так и в быту.
Холодная сварка для линолеума. Используется во время строительства и ремонта. Позволяет получить очень прочное соединение, которое намного лучше, чем при использовании клея или двустороннего скотча. Может помочь и при работе с изделиями из прочной резины.
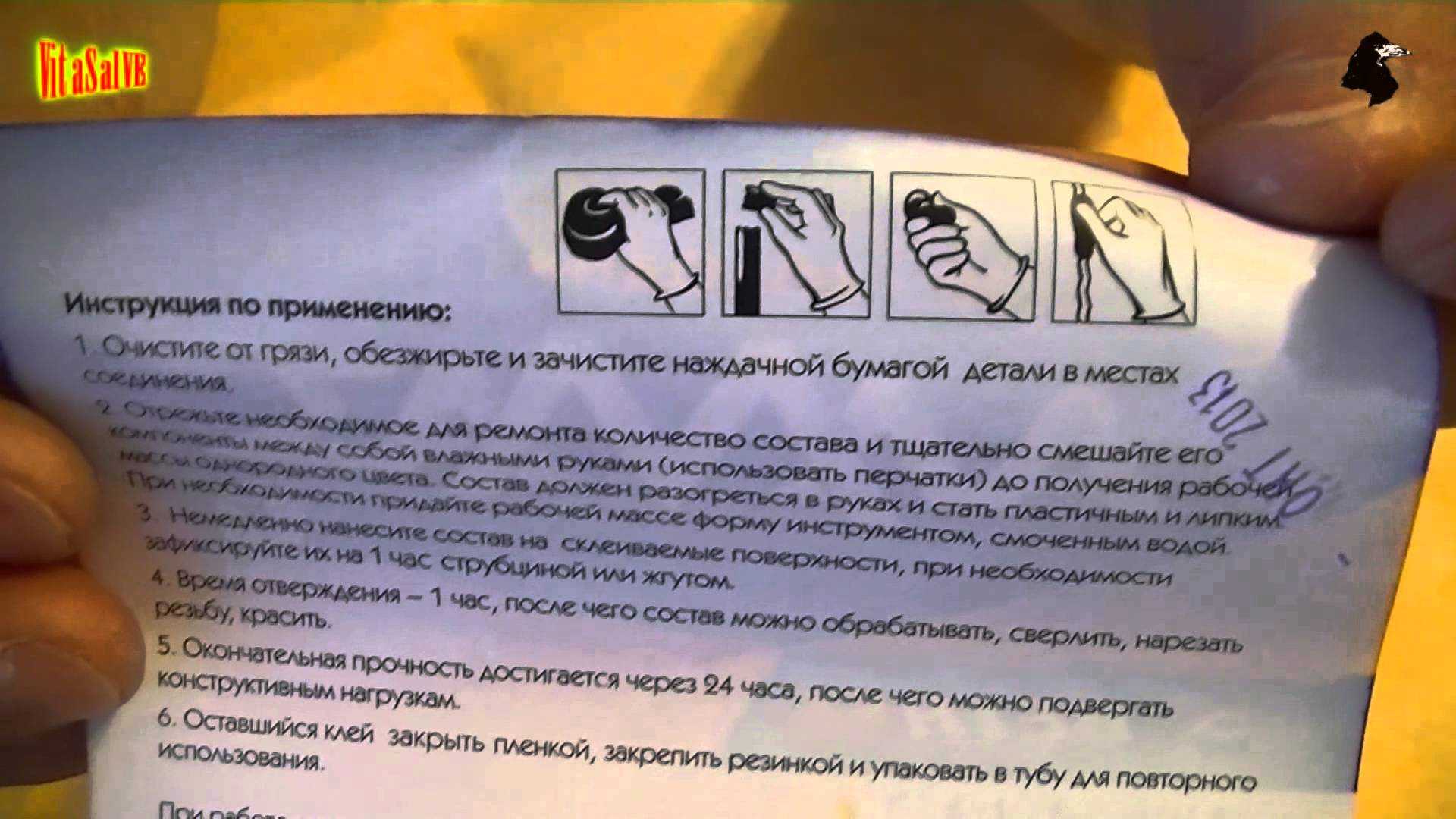
Инструкция по применению холодной сварки
Для проведения качественного склеивания деталей необходимо выполнить несколько простых шагов. Все производители вкладывают в тубу подробную инструкцию о том, как пользоваться холодной сваркой. Принцип использования любого типа клея одинаков.
Подготовка склеиваемых поверхностей. Если работают с металлом, то его зачищают наждачной бумагой. Это позволяет увеличить силу склеивания деталей.
Производят обезжиривание поверхности бензином, спиртом, антисиликоном, в общем, любой подходящей для этой цели жидкостью.
Теперь пора подготовить саму холодную сварку к работе. Для этого от бруска отрывают кусочек и хорошенько разминают до однородного мягкого состояния. Если используется жидкая форма, выдавливают небольшое количество смеси и перемешивают. При этом у смеси увеличивается температура, она становиться теплой.
На подготовленную деталь наносят клей. Затем замазывают поврежденный участок и разравнивают поверхность холодной сварки. Все эти манипуляции нужно производить довольно быстро, так как сварка застывает буквально за несколько минут.
Остается дождаться полного затвердевания клея. Это происходит через 24 часа, но в экстренных случаях достаточно подождать хотя бы 30 минут.
Пользоваться холодной сваркой довольно просто, да и цена на нее не высока, поэтому все больше и больше людей используют ее дома и берут с собой в поездку на автомобиле. Даже профессионалы оценили ее по достоинству и нашли ей широкое применение.
Как использовать?
Когда поверхность и все материалы подготовлены обязательно одеваются специальные перчатки, и только потом, приступают к работе. Клей выдавливают и разминают руками в перчатках, перед этим смоченными в воде. Такая процедура длится около 3-х минут. Это нужно для того, чтобы клей нагрелся, потерял пластичность и затвердел. Когда цель достигнута, масса наносится на требуемую поверхность. Затем материалы или детали соединяются с обязательной фиксацией, с помощью зажимов, здесь можно импровизировать, взяв например, жгут. Застывать клей будет в течение часа или 20 минут, в зависимости от ситуации.
Советы по применению холодной сварки
В частной жизни способ чаще всего используют для авторемонта и починки отопительного хозяйства. Прохудившийся и заклеенный глушитель или бензобак будет служить еще долгие годы, не требуя замены.








К сожалению, радиатор таким образом удастся только временно подлатать, чтобы доехать до сервиса своим ходом. Постоянно пользоваться им будет нельзя. Если место течи установить не удается, то можно опустить радиатор в ванну с водой. Выходящие пузырьки укажут место течи.
Для ремонта глушителя надо выбрать высокотемпературную марку. Если в инструкции указана комнатная температура применения, то для начала работ ремонта следует дождаться остывания детали.
Если вы ремонтируете отопительную систему, то следует выбрать состав, выдерживающий длительный контакт с водой. Следует помнить, что метод подходит для ремонта небольших отверстий. Если повреждения значительны, то лучше применить горячую сварку.
Не стоит пытаться заменить марку, разработанную для конкретного материала, на ту, что есть под рукой. Наполнитель должен точно соответствовать склеиваемым материалам, иначе о прочности шва можно будет забыть.
Состав и свойства
Холодная сварка по своей сути является клеем для металлов. В состав входят:
- клеящее вещество – эпоксидные смолы, благодаря которым обеспечивается пластичность состава и его однородность;
- наполнитель – металлический порошок;
- активирующие добавки (сера).
Прочность сварочного шва зависит от соответствия состава клея видам свариваемых металлов, от качества подготовки склеиваемых плоскостей и грамотного его применения. В оптимальных условиях прочность шва достигает прочности металла, но на практике, сколько не бейся, достичь идеальных условий практически невозможно, соответственно и прочность шва будет значительно ниже, чем при горячей сварке. По этой причине применять её можно только для мелкого ремонта и сваривания деталей, не несущих большой нагрузки.
 Температурный предел стойкости шва зависит от состава клея. Этот показатель можно найти на упаковке и при соблюдении технологии склеивания шов будет прочным в рамках указанного значения температуры.
Температурный предел стойкости шва зависит от состава клея. Этот показатель можно найти на упаковке и при соблюдении технологии склеивания шов будет прочным в рамках указанного значения температуры.
Для недорогих составов предельной устанавливается температура в 260 градусов. Специальные составы клея позволяют сварному шву не терять своей прочности при температуре около 1300 градусов. Эти составы применяются там, где изделия работают в условиях высоких температур, и в ситуациях невозможности применения традиционной сварки.
Виды холодной сварки
Торговая сеть предлагает холодную сварку Российского производства по невысоким ценам и дорогую импортного изготовления. В зависимости от положения шва и свариваемых деталей, различают следующие виды холодных сварок:
- для скрепления шин или накладок к проводам из меди и алюминия, ручек к алюминиевой посуде – точечная;
- для изготовления пылевлагонепроницаемых корпусов и приборов различного назначения и тонкостенных ёмкостей – шовная, которая производится с применением контурных пуансонов;
- при соединении проводов и изготовлении колец – стыковая;
- крепление латунных шпилек к выводам трансформаторных обмоток из алюминия, изготовление шинопроводов угловых и тавровых для электровозов – тавровая;
- соединение водопроводных и отопительных труб, переходных элементов в линиях электропередач железной дороги – сварка сдвигом.
По консистенции и готовности к применению холодная сварка изготавливается:
- текучей двухкомпонентной. В этом случае смола смешивается с отвердителем перед нанесением на склеиваемые поверхности;
- в виде пластилинообразной массы – брусок или удлинённый цилиндрик, состоящие из одного или двух слоёв реагентов. Перед работой, отщипнув необходимое количество массы, её надо размять пальцами, как пластилин.
По направлению использования предлагают следующие виды:
- сварка металлов – склеивает различные металлы, в составе имеет металлический наполнитель;
- ремонт автомобилей – состав разработан конкретно для ремонта деталей автомашин, в составе имеет наполнитель из металлического порошка;
- универсальная – холодная сварка для пластмассы, метала и дерева. Из всех видов сварки является наименее прочной;
- специальная – для работы в особых условиях (под водой, во взрывоопасной атмосфере).
Что такое холодная сварка сфера применения
Для начала ответим на вопрос, что же такое холодная сварка. Под ней подразумевается использование жидкого клея в качестве соединительного, высокопрочного вещества. Для обычной сварки необходимо создавать ряд условий. Подобрать оборудование, разогреть сварочные элементы до высоких температур и т.д.
 Холодная сварка для металла
Холодная сварка для металла
В случае с холодной сваркой процесс осуществим и в походных условиях, т.к. для этого требуется лишь наличие жидкого клея. Свои чудо свойства этот клей получил благодаря присутствию в своем составе эпоксидной смолы и различных добавок, загустителей и армирующих веществ.
Этот состав используется для увеличения прочности соединительных поверхностей деталей. Кто-то предпочитает использовать холодную сварку при провидении монтажных работ, для соединения однородных материалов.
Виды и сфера применения
Теперь, когда мы узнали о том, что из себя представляет жидкая сварка, поговорим о ее разновидностях:
- В зависимости от консистенции активного вещества выделяют:
- холодную сварку в твердом виде;
- холодную сварку в жидком виде.
 Холодная сварка на прилавках магазинов
Холодная сварка на прилавках магазинов
В первом случае клей продается в форме брусков, а его консистенция напоминает пластилин. Перед использованием его активно разминают руками, после чего клей превращается в готовый к использованию материал.
Второй вариант продается в тюбиках либо в форме монтажных пистолетов. Представляет собой жидкий состав, готовый к использованию.
- В зависимости от состава клей делится на 2 разновидности:
- однокомпонентный состав;
- двухкомпонентный состав.
В первом случае все просто, изготовитель предоставляет материал, который сразу после покупки готов к использованию, никаких дополнительных процедур не требуется.
Двухкомпонентная жидкая сварка:
 Двухкомпонентная жидкая холодная сварка
Двухкомпонентная жидкая холодная сварка
Двухкомпонентный состав может продаваться как в твердом, так в жидком виде. Жидкий клей продается в 2 тюбиках, в одном содержится эпоксидная смесь, в другом отвердитель. Покупатель самостоятельно должен смешивать содержимое двух тюбиков в прописанной производителем пропорции.
- В зависимости от назначения клеи может быть:
- профильным;
- универсальным.
Профильные составы используются для выполнения узкого спектра задач и в зависимости от этих задач содержат в своем составе специальные вещества. Например, для ремонта поверхностей из бетона изготовитель предусматривает керамическую добавку, а для работы с металлом – металлический порошок.
Что касается профильных аналогов, то, как понятно из названия, их состав помогает решать широкий круг строительных и ремонтных задач.
Достоинства:
Очевидными достоинствами холодной сварки являются:
- Отсутствие в ее составе вредных для организма человека веществ, что делает возможным использование холодной сварки в жилых помещениях.
- Для использования холодной сварки не требуется применение специального оборудования.
- Прочность материала. Он не теряет своих свойств при воздействии на него химических веществ.
- Доступная цена клея.
- Так как в процессе холодной сварки полностью исключается нагрев соединяющихся стыков деталей, полностью исключается возможность повреждения соседних участков ремонтируемых изделий.
Какая лучше? Критерии выбора
Популярность холодной сварки породила огромное количество товаров на любой вкус, поэтому выбор должен зависть от области применения.
Температурный режим
Универсальные продукты отличаются хорошим показателем прочности на растяжение и разнообразием соединяемых материалов. Показатель химической устойчивости – средний. Можно ли таким составом заклеить кастрюлю? Да, но максимальная температура соединения не превышает 200 Сº.Специализированный клей сохраняет свойства при температуре свыше 1000 Сº.
Герметики
Краеугольным камнем универсальных продуктов является низкая избирательность. Для устранения утечек труб отопления рекомендуем использовать специальные водостойкие продукты. В первую очередь они являются герметиками, поэтому не ждите от них высокой адгезии при заклеивании металла. Производятся в жидком виде.
Составы для автомобилей
Автомобильная холодная сварка отличается устойчивостью к негативным факторам, которые сопровождают эксплуатацию автомобиля – вибрация, удары, перепады температур. Не подходит для применения под водой. Высокий показатель прочности на разрыв.







Значение наполнения
Обращайте внимание на соединяемый материал. Для холодной сварки металла лучше всего подойдет сварка с металлическим наполнителем
Он должен соответствовать параметрам металла. Например, для соединения чугуна необходим чугунный наполнитель, для меди – медный и т. п. Это позволит добиться наилучших результатов.
Как пользоваться холодной сваркой: общие правила
Работа с разными видами материала имеет свои нюансы, но есть и общие правила:
поверхность должна быть тщательно обезжирена и очищена от любых других загрязнений
Удаление жировой и/или масляной пленки, а также частиц бензина, солярки, смазочных материалов особенно важно, поскольку в противном случае адгезионные способности состава значительно уменьшаются. Для очистки пластиков и линолеума хорошо подходят смеси на основе спирта (в том числе технического), для металла – легкие растворители;
непрочные элементы поверхности, выкрашивающиеся кусочки, участки коррозии и другие дефекты, нарушающие прочность материала, необходимо удалить до начала ремонта (зачистить до плотного и равномерно прочного материала);
чтобы улучшить адгезионные свойства поверхности, желательно удалить с нее любые лако-красочные покрытия и обработать гладкие поверхности абразивом
Для зачистки металла подходит проволочная щетка, для мягких пластиков – наждак с фракцией 120…240 грид;
если необходимо заделать трещину, лучше высверлить отверстия в ее концах или чуть дальше, чтобы снять напряжение материала и избежать расширения дефекта;
для обработки больших площадей или выравнивания вмятин уместно использовать армирующие материалы – сетку из стекловолокна или пластика, нетканый текстиль, даже обычную ткань и марлю;
чтобы улучшить схватывание ремонтного состава, можно немного нагреть детали – например, положив их на батарею отопления или рядом с ней. Однако сильный нагрев приведет к чрезмерно быстрому первичному застыванию композита;
соединяемые детали прижимают друг к другу с усилием;
по завершении ремонтных работ рекомендуется зашлифовать шов/стык и покрыть его дополнительно лаком, краской или другим видом поверхностной защиты. Это продлит срок эксплуатации детали.
Важно: у разных видов «холодной сварки» различное время первичного схватывания и полного набора твердости. Внимательно читайте рекомендации производителя!. Отдельно стоит заметить, что в зависимости от типа продукции – жидкая однокомпонентная смесь, два компонента в разных флаконах (тубах) или «колбаска» из двух компонентов – способ подготовки продукта к использованию также разный
Жидкий состав просто наносится на обрабатываемую поверхность. Два жидких компонента смешиваются в одноразовой посуде согласно рекомендациям изготовителя. Пластичную массу смешивают в руках до полной однородности и размягчения (вначале она напоминает по консистенции холодный пластилин, при разминании немного согревается и становится мягче), после чего наносят на поверхность
Отдельно стоит заметить, что в зависимости от типа продукции – жидкая однокомпонентная смесь, два компонента в разных флаконах (тубах) или «колбаска» из двух компонентов – способ подготовки продукта к использованию также разный. Жидкий состав просто наносится на обрабатываемую поверхность. Два жидких компонента смешиваются в одноразовой посуде согласно рекомендациям изготовителя. Пластичную массу смешивают в руках до полной однородности и размягчения (вначале она напоминает по консистенции холодный пластилин, при разминании немного согревается и становится мягче), после чего наносят на поверхность.

В этом видео показана технология применения «холодной сварки» на примере разных составов.
Обязательные меры предосторожности при работе с холодной сваркой:
- использование перчаток, причем не одноразовых медицинских или хозяйственных, а прочных резиновых;
- работа в газовом респираторе;
- применение защитных средств для рабочего места и одежды.



