Цвет полипропиленовых труб
Сортамент полипропиленового трубного проката представлен изделиями четырех цветов. Они бывают белые, серые, чёрные и зелёные. На основе белых или серых полипропиленовых труб монтируются различные инженерные коммуникации, начиная от водопровода и заканчивая индивидуальной системой отопления.

Каждый тип труб имеет свой цвет или маркировочную полосу на внешней поверхности
Однако, минусом именно белых труб является невозможность эксплуатации в условиях улицы, поскольку такие изделия характеризуются невысокой морозостойкостью. Уже при температуре 0˚С применяемый для их изготовления вид полипропилена начинает кристаллизоваться.
Серые трубы к тому же обладают следующими преимуществами:
- возможность эксплуатации в напорных системах;
- термическая и химическая устойчивость;
- длительный эксплуатационный срок;
- экологичность;
- герметичность.
Кроме того, серые трубы из полипропилена прекрасно соединяются обычным паяльником.
Из существующего сортамента данных изделий для создания канализации, а также дренажных систем рекомендуется использовать чёрные трубы из полипропилена. Вносимые в сырьё на стадии производства добавки, повышают их технические возможности. Из преимуществ пластиковых чёрных труб стоит выделить:
- устойчивость к различным агрессивным средам;
- неподверженность воздействию УФ-излучения;
- высокая прочность;
- заявленный производителем срок эксплуатации полностью выдерживается.
В настоящее время многих владельцев загородных участков интересует вопрос, какие полипропиленовые трубы лучшие для полива. Ответ однозначен: зелёного цвета. Продаются они по такой низкой цене, что огородники просто могут не обращать внимания на прочностные характеристики данных изделий.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
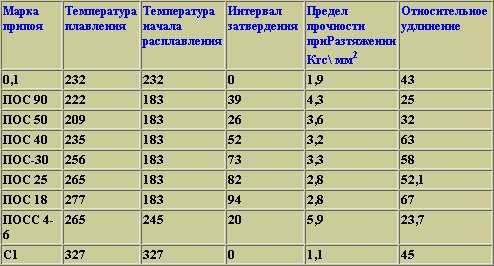
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
При какой температуре паять полипропиленовые трубы
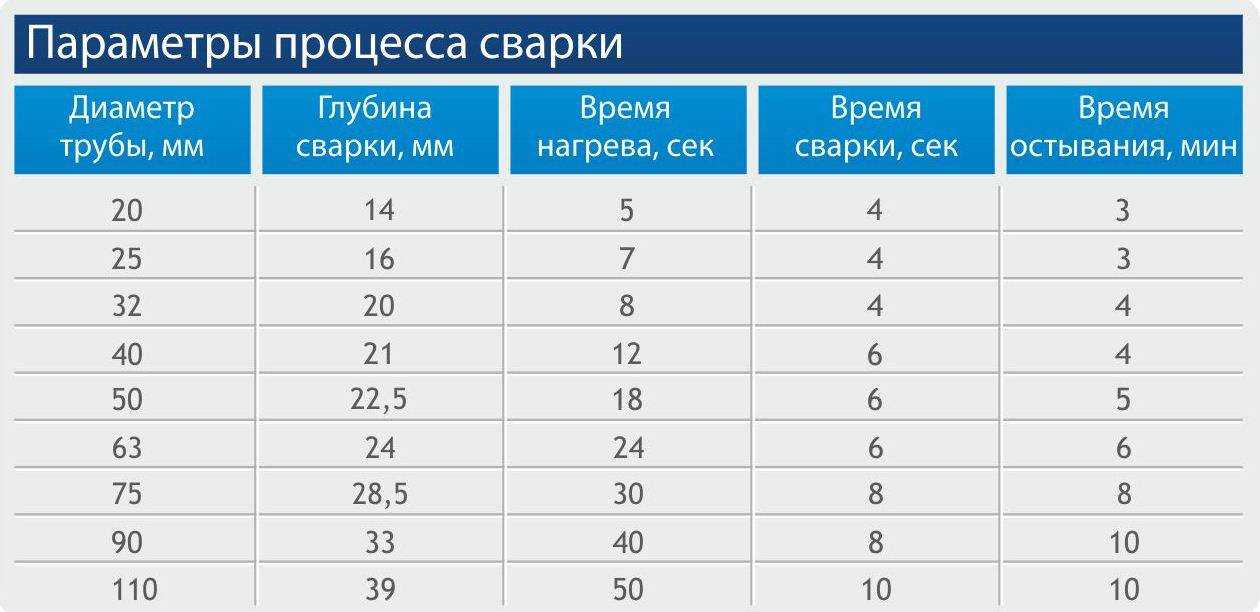
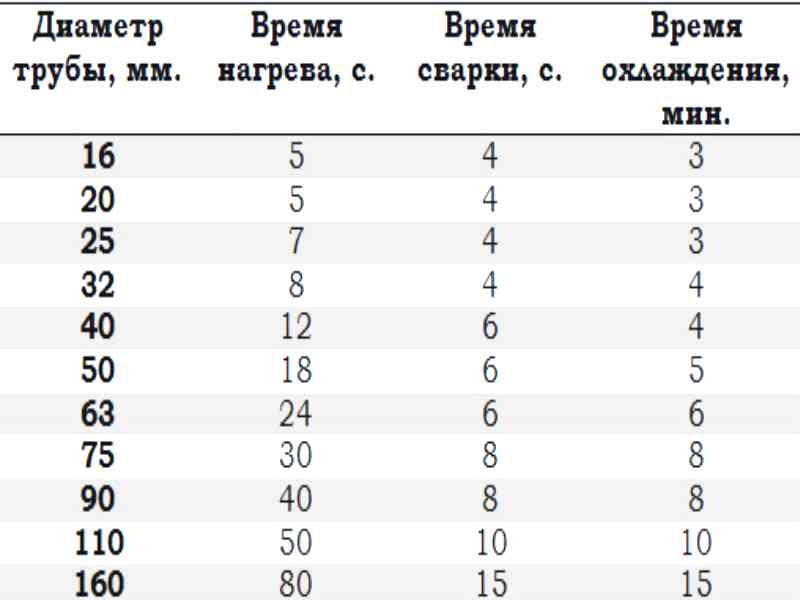
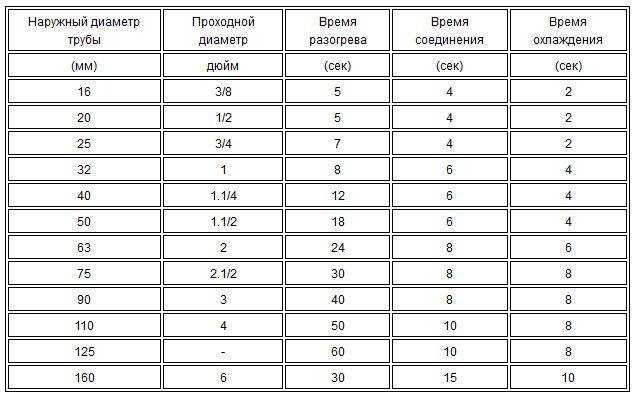
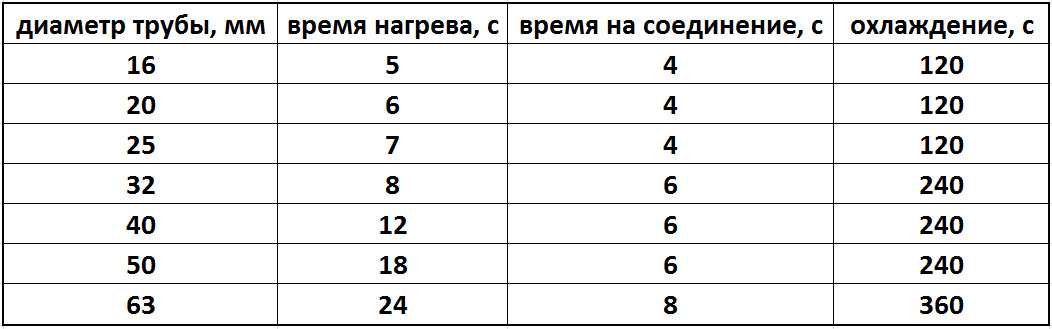
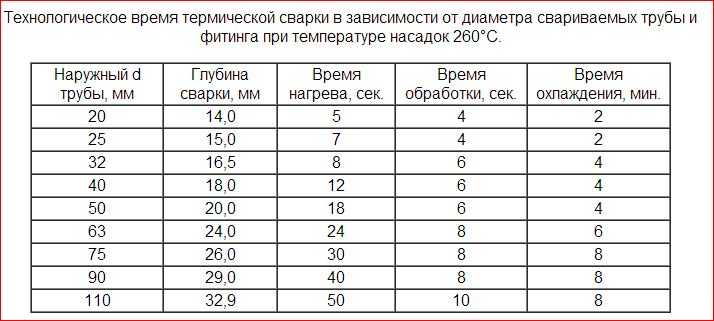
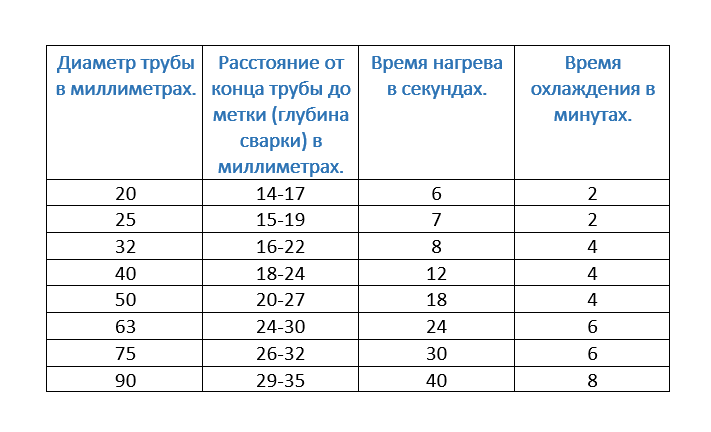
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
(2 оценок, среднее: 5,00 из 5)
Требования государственных стандартов и маркировка
Любая РР-труба, помимо маркировки типа и обладания армированием, должна иметь определенные лимиты по максимально выдерживаемому производственному давлению. Данный параметр имеет аббревиатуру PN и границы в пределах от 10 до 25 единиц. Диаметр же указывается по наружным границам. При чем, чем больше показатель давления, тем толщина трубной стенки будет больше. Для более качественного представления можно привести следующие примеры:
- Диаметр 16-20 миллиметров – разводка водопровода в частном доме или квартире;
- Диаметр 25-32 миллиметра – трубы для стояка;
- Диаметр более 32 миллиметров – системы трубопроводов на магистральных сетях, канализациях и в многоквартирных зданиях.
На поверхность изделий производитель иногда наносит красную или синюю полосу, что не является технической характеристикой, а лишь служит способом сигнализации о предназначении трубы. Здесь все интуитивно понятно: синий цвет – труба проводит холодное водоснабжение, а красный цвет – проложена в отопительном контуре и несет горячий теплоноситель в системе ГВС.
Кроме цветных полос на тубах может присутствовать маркировка из букв, которая как раз и будет гласить о технических характеристиках для монтажа в необходимые отопительные системы и системы водоснабжения. Для примера можно упомянуть, что буквенно-цифровая маркировка PN-20 подойдет для отопительной системы, но предпочтительнее будет труба, промаркированная PN-25, ибо она будет иметь ярко выраженную устойчивость к высоким температурам, а также и к давлению, при чем даже со значительным запасом.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.






Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
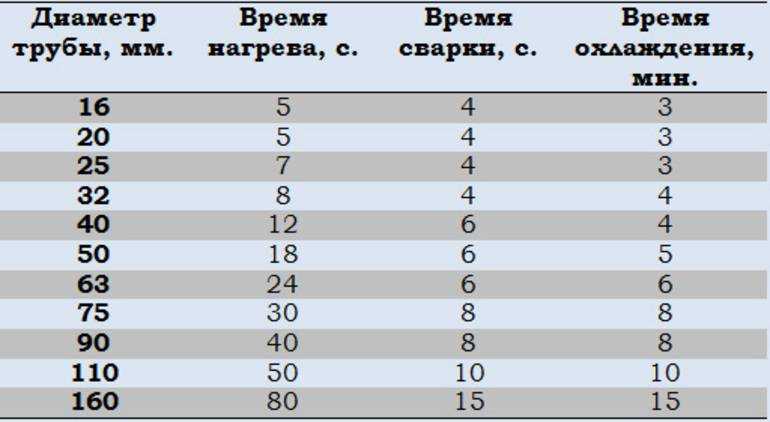
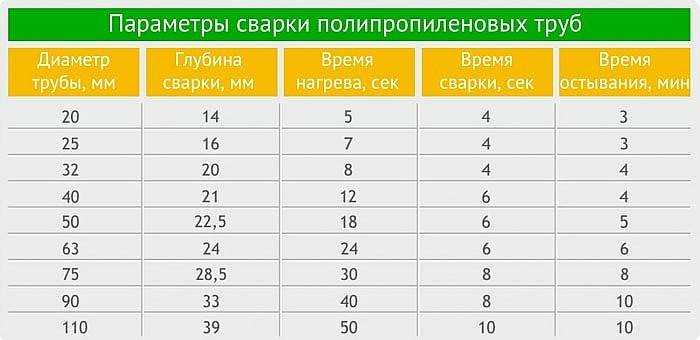
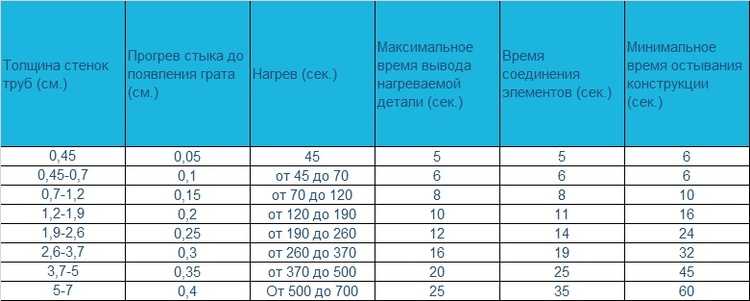
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
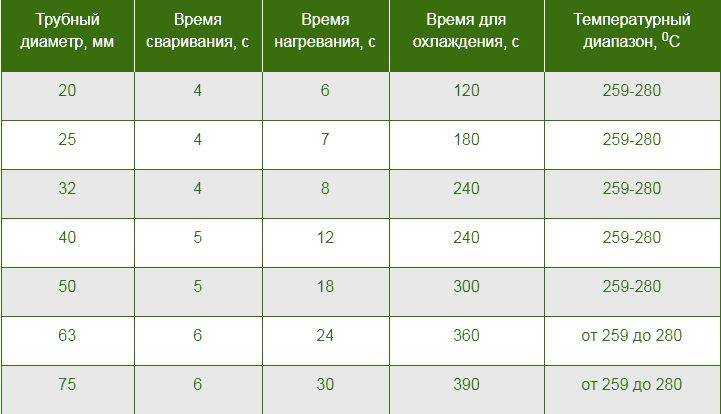
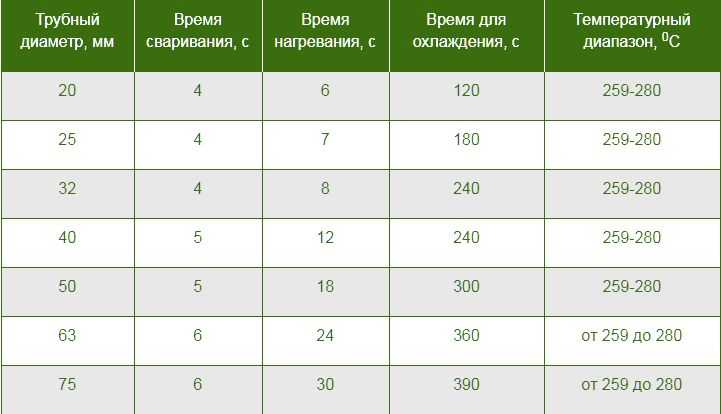
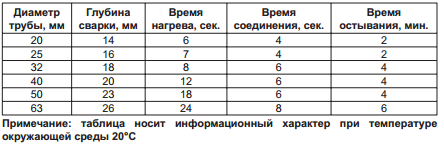
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
| 4 | 6 | 120 | 259-280 | |
| 25 | 4 | 7 | 180 |
259-280 |
| 4 | 8 | 240 | 259-280 | |
| 40 | 5 | 12 | 240 |
259-280 |
| 5 | 18 | 300 | 259-280 | |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
| 6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.



Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
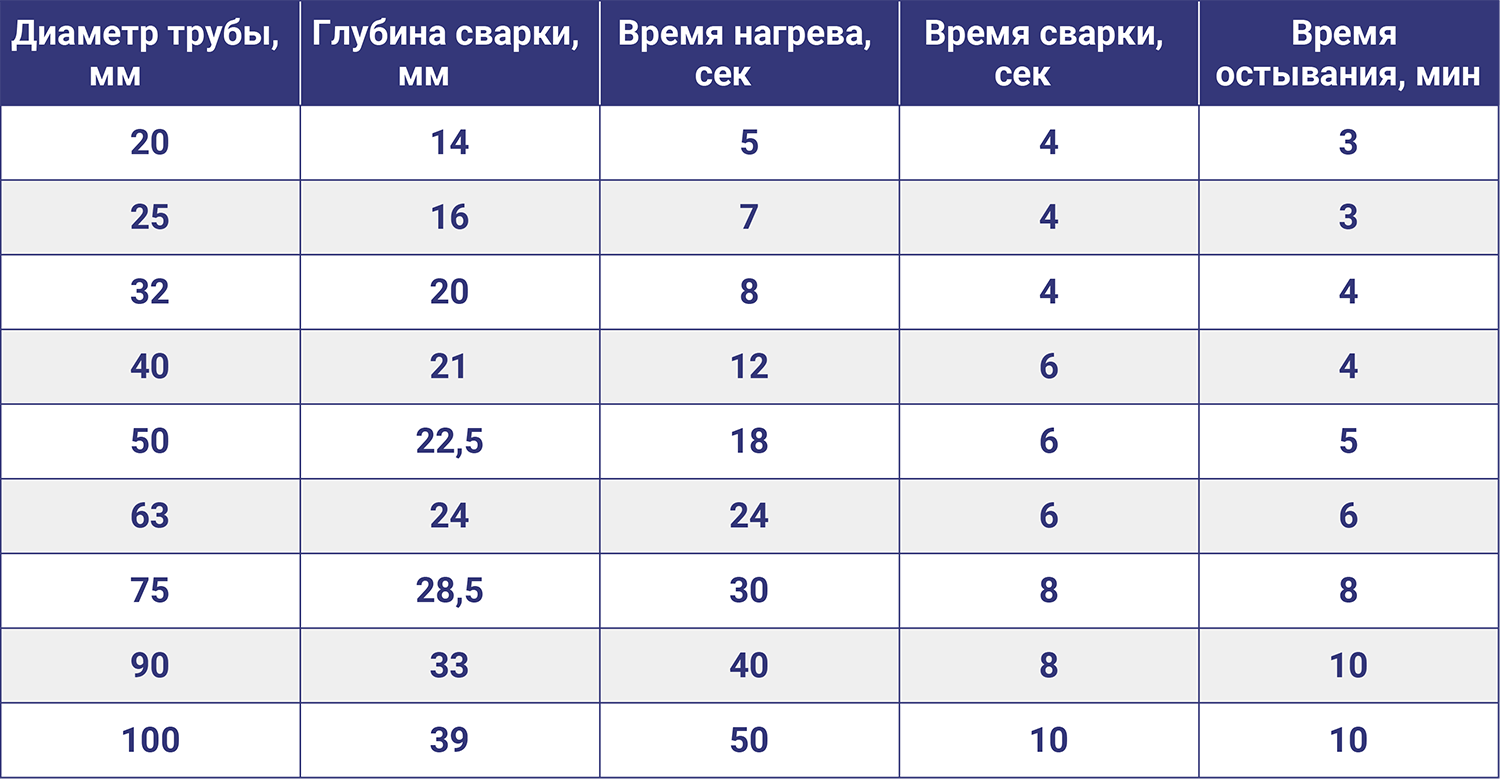
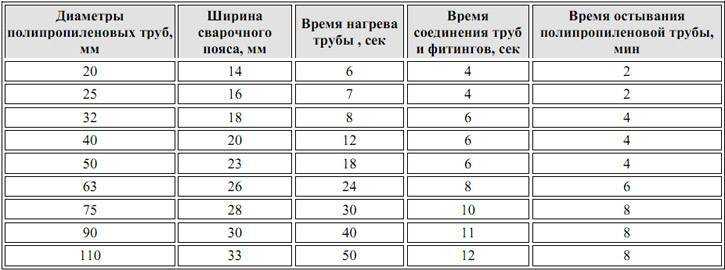
Существует таблица температур пайки полипропиленовых труб.
| Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
| 75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
Меры предосторожности
Работа при монтаже PPR является опасной и должна проводиться при строгом соблюдении правил безопасности и технологических норм к сварке сортаментов труб, обозначенных заводом изготовителем.
При проведении сварочных работ нужно соблюдать общие правила:
- Защитить трубы от возможного удара или повреждений.
- Не использовать трубы, которые деформируются или трескаются на режущей кромке.
- Не сваривать грязные трубы или фитинги.
- Вырезать детали только специальными ножницами.
- После сварки можно изгибать трубы и фитинги максимум на 5 градусов. В ситуациях, требующих изгиба, использовать горячий воздух 140 C вместо прямого нагрева пламенем.
- Избегать контакта сварочного материала с химикатами.
- Не использовать конические редукторы на соединениях, избегая чрезмерного затягивания.
- После установки выполнить проверку на герметичность.
Технологическое описание процесса пайки
В быту применяются пластиковые трубы диаметром от 16 до 40 мм. Ряд от 50 до 110 мм используется на промышленных объектах.
Изделия выпускаются в нескольких вариантах, различить которые можно по маркировке:
- PN-10 — для систем с давлением не более 10 бар и температурой носителя не выше +45 °С;
- PN-16 — рассчитаны на давление в системах ХВС не более 16 бар и температуру нагрева не выше +65 °С;
- PN-20 — выдерживают 20 бар и +80 °С (что является пределом для полиэтиленовых труб) в системах ГВС и ХВС;
- PN-25 — используются при отоплении и выдерживают 25 бар при +95 °С.

Подготовка инструмента и материала
Перед началом установки приготовьте материалы (трубы, фитинги, муфты, тройники, запорную арматуру) и аппарат для сварки. Для разовых работ выгоднее арендовать паяльную станцию. Также понадобятся рулетка, уровень, маркер любого цвета.
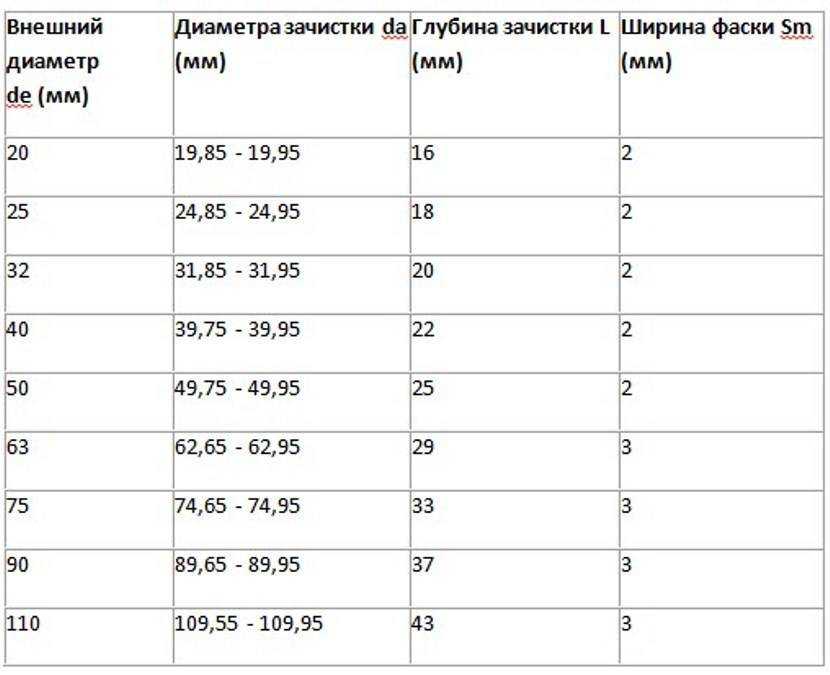
Разметка, нарезка, зачистка
На данном этапе производятся замеры по маршруту укладки, уточняется набор фитингов и осуществляется разметка. Далее специальным резаком, не оставляющим заусенцев, перпендикулярно продольной оси формируются трубы нужной длины. На концах деталей снимается фаска.
Свариваемые части моются, протираются, обезжириваются этиловым или изопропиловым спиртом. Перед пайкой они должны быть чистыми и сухими. Стоит примерить все детали и перед разборкой пронумеровать их, чтобы избежать ошибок при монтаже и ускорить процесс сборки.
Пайка
Этот этап работ лучше вести с помощником, особенно при соединении длинных отрезков.
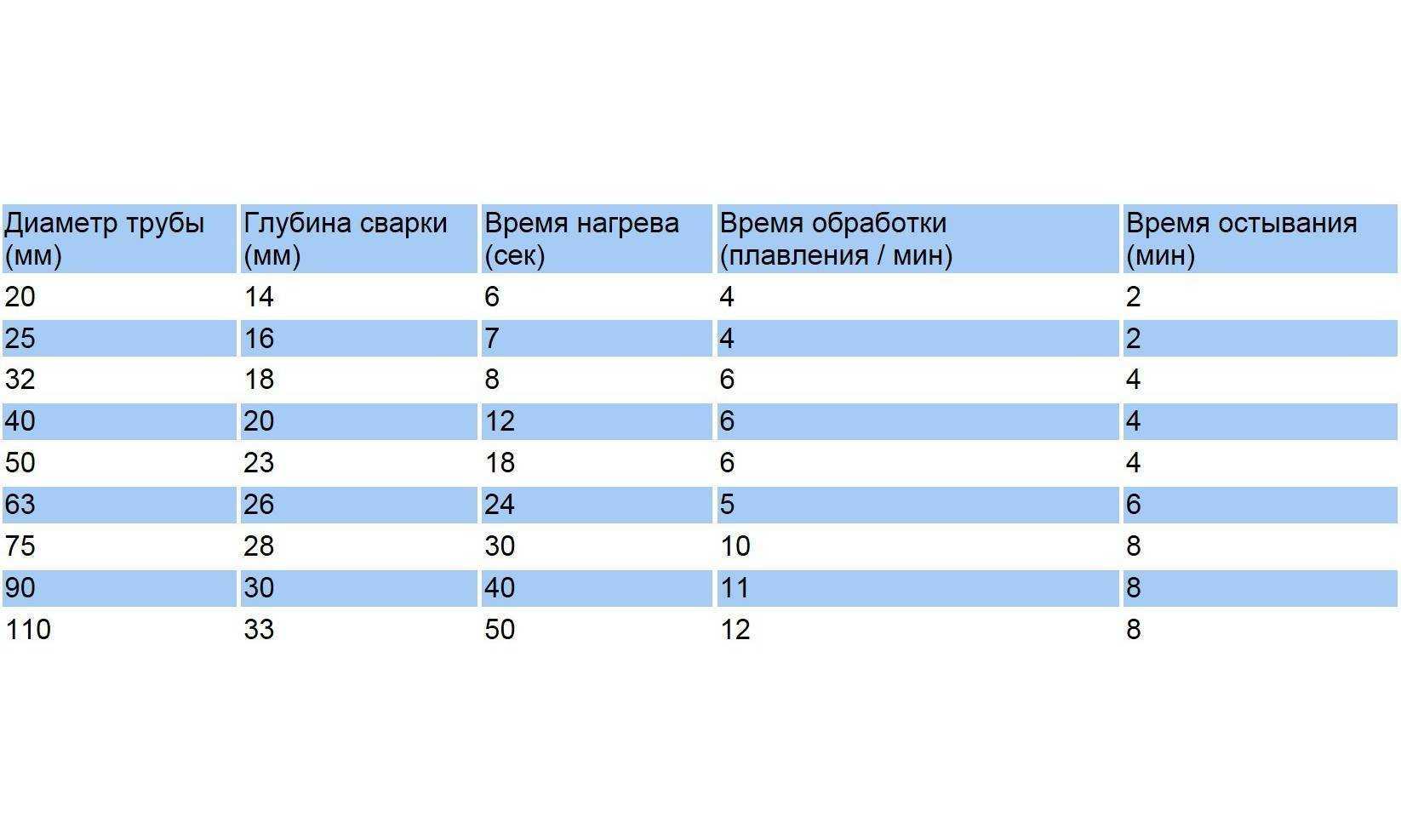
Подготовленные детали плотно надеваются на сварочные гильзы, которые к этому моменту должны иметь температуру, указанную в инструкции к паяльнику. Для наиболее распространенных типов труб этот показатель составляет +260 °C.
Нагретые части снимаются с гильз и соосно вставляются друг в друга вкручивающим движением с нажимом. В таком положении они удерживаются в течение времени, указанного в столбцах «Пайка» и «Охлаждение» таблицы (см. ниже).





Виды фитингов
Разнообразие соединительных деталей позволяет быстро и надежно вести разводку в любых помещениях и на улице.

Выпускаются следующие типы фитингов:
- угловые, с резьбой или без нее, разворачивающие систему на углы 45°, 90° и 135°;
- переходники на 2, 3, 4 направления (гладкие или с внутренней/наружной резьбой);
- обводы — служат для обхода уже проложенных труб;
- компенсаторы в виде петли — предназначены для сглаживания давления в системе, уменьшают ударные нагрузки на стенки труб и места соединений;
- запорная арматура в виде кранов и вентилей — используется для регулировки потока в трубопроводе;
- заглушки — используются при ремонте и для постоянного закрытия ответвлений трубопровода;
- крепежные элементы — позволяют зафиксировать трубы у основания.
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут; Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно; Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом. Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами. Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева
Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.