Основные параметры
Первые электроды в сварочных работах были угольные и применялись для соединения металлических кромок, но вскоре, в конце девятнадцатого века, русский изобретатель Н.Г. Славянов предложил заменить угольный неплавящийся электрод на плавящийся и выполненный из металла, похожего по своему составу на свариваемый металл. В 1904 году шведский учёный, занимающийся сваркой в области судостроения, открыл способ сварки с помощью стержней с обмазкой. В течение полувека обмазки сердечников совершенствовались и изменялись: асбест с силикатом натрия, бумажное покрытие, полевой шпат, мел, мрамор, сода. Благодаря многочисленным экспериментам выявили основные компоненты, которые должны были входить в состав покрытия стержня. Это вещества и элементы, способные оттеснять воздух из сварочной зоны, улучшающие структуру обрабатываемого шва и предотвращающие взаимодействие расплавленного металла с газовой фазой.
К основным характеристикам электродов, прежде всего, относится материал, из которого выполнен стержень. Для качественного итогового результата работ необходимо, чтобы состав металла стержня был максимально схожим с составом свариваемого металла.
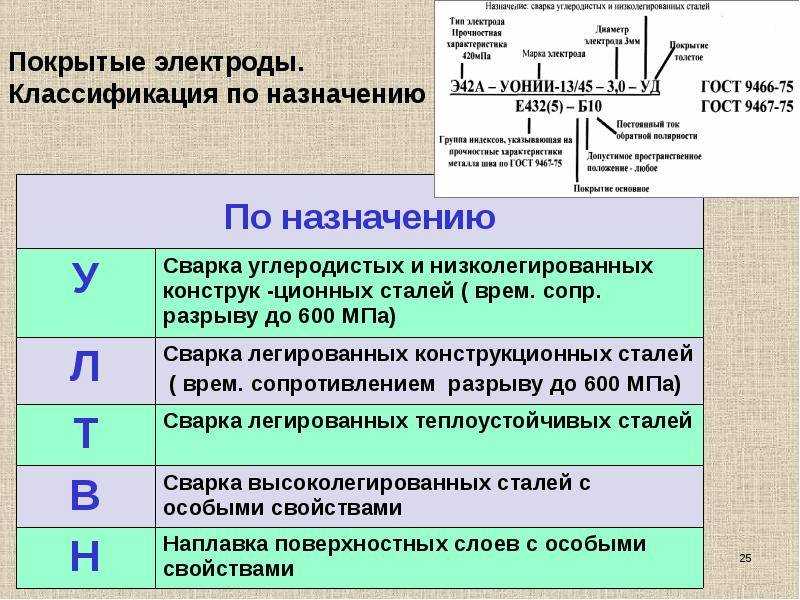
Тип обмазки
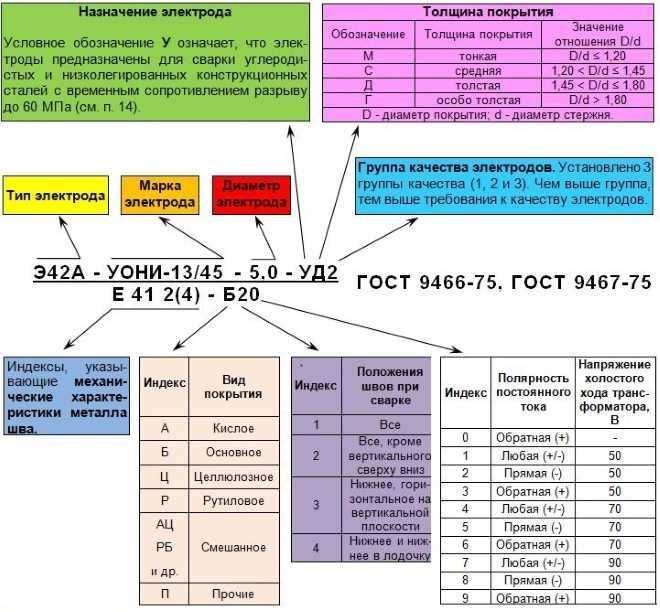
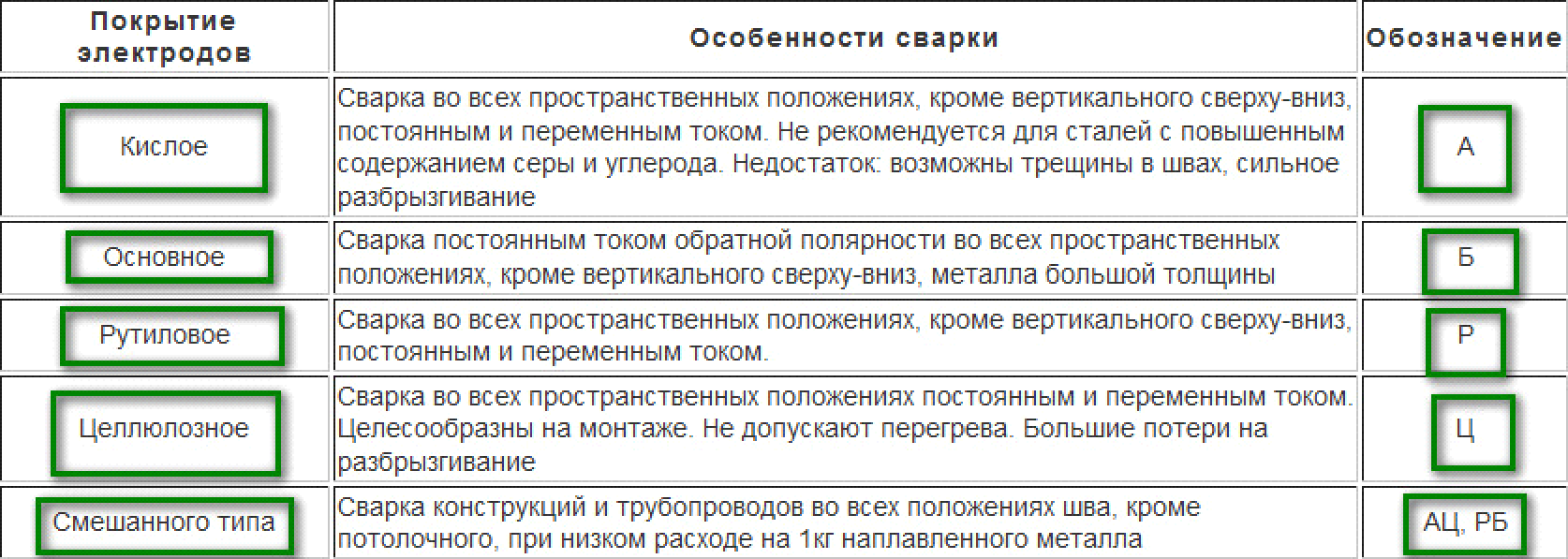
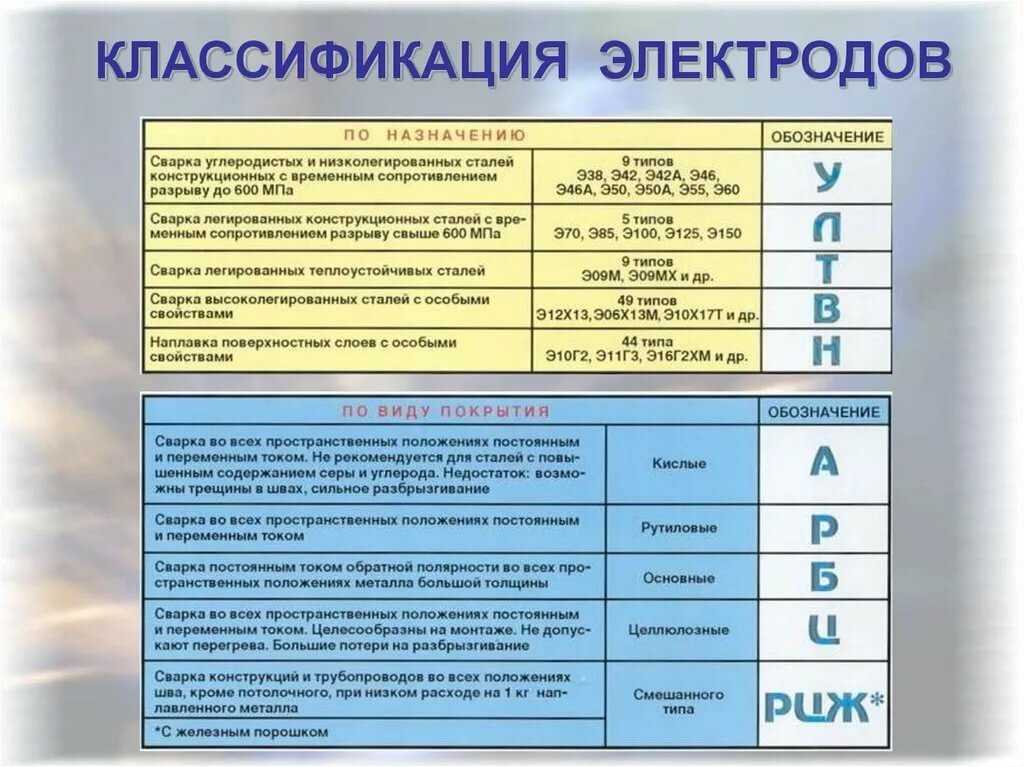
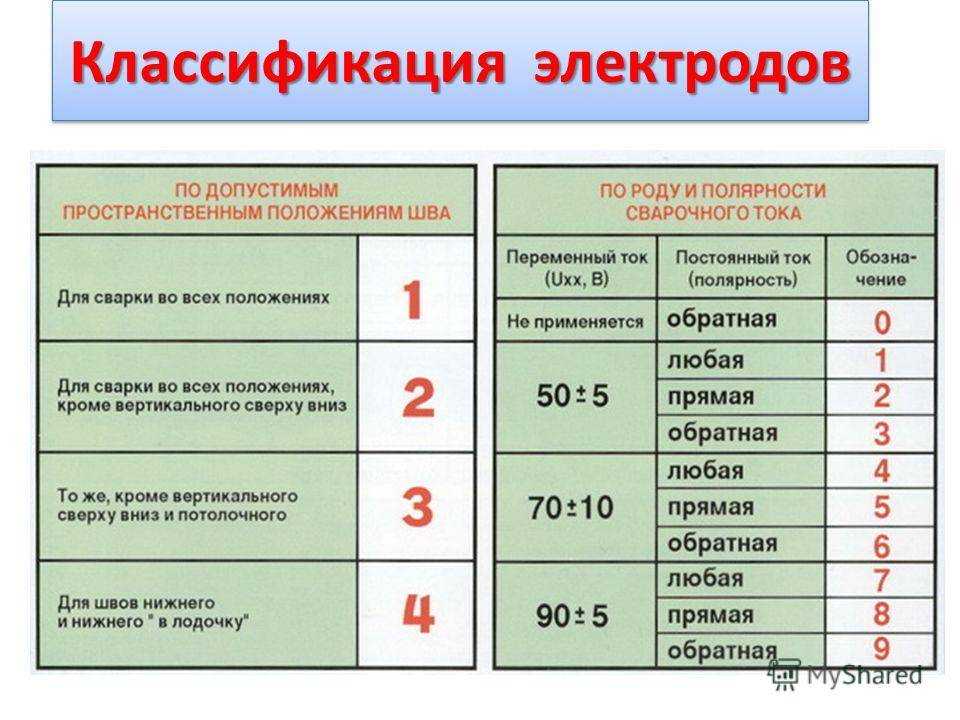
По типу обмазки (покрытия) электроды подразделяются на четыре основных типа.
- В составе основной обмазки(«Б») содержится карбонаты магния и кальция. Благодаря низкому содержанию водорода такие электроды обеспечивают получение очень качественного пластичного шва с превосходной ударной вязкостью. Показатель ударной вязкости показывает количество энергии, нужной для повреждения металла. Сердечники с основной обмазкой пользуются спросом у опытных сварщиков, которые применяют их при работе с ответственными конструкциями или с изделиями, которые будут подвергаться перепадам температур.
- При сварке электродами с данным покрытием выделяется много шлака. Не менее распространён рутиловый тип покрытия («Р»), который подходит даже новичкам в области сварочных работ. В основе покрытия диоксид титана, кислород и кремний. К главным преимуществам этого покрытия относятся лёгкий поджиг, практически отсутствие брызг, стабильное горение и лёгкое отделение корки шлака. Зачастую стержни с рутиловым покрытием применяют для сварки низкоуглеродистой стали.
- Кислое покрытие («А») применяется для сварки деталей со ржавчиной. Оно предотвращает образование в металле воздушных каналов. Такая обмазка включает в себя железо, марганец и кремний. Для вертикальных работ обычно применяют электроды с целлюлозной обмазкой («Ц»), в состав которого входит непосредственно целлюлоза, органические смолы и ферросплавы. В процессе такой сварки выделяется очень малое количество шлаковых и газовых выделений.
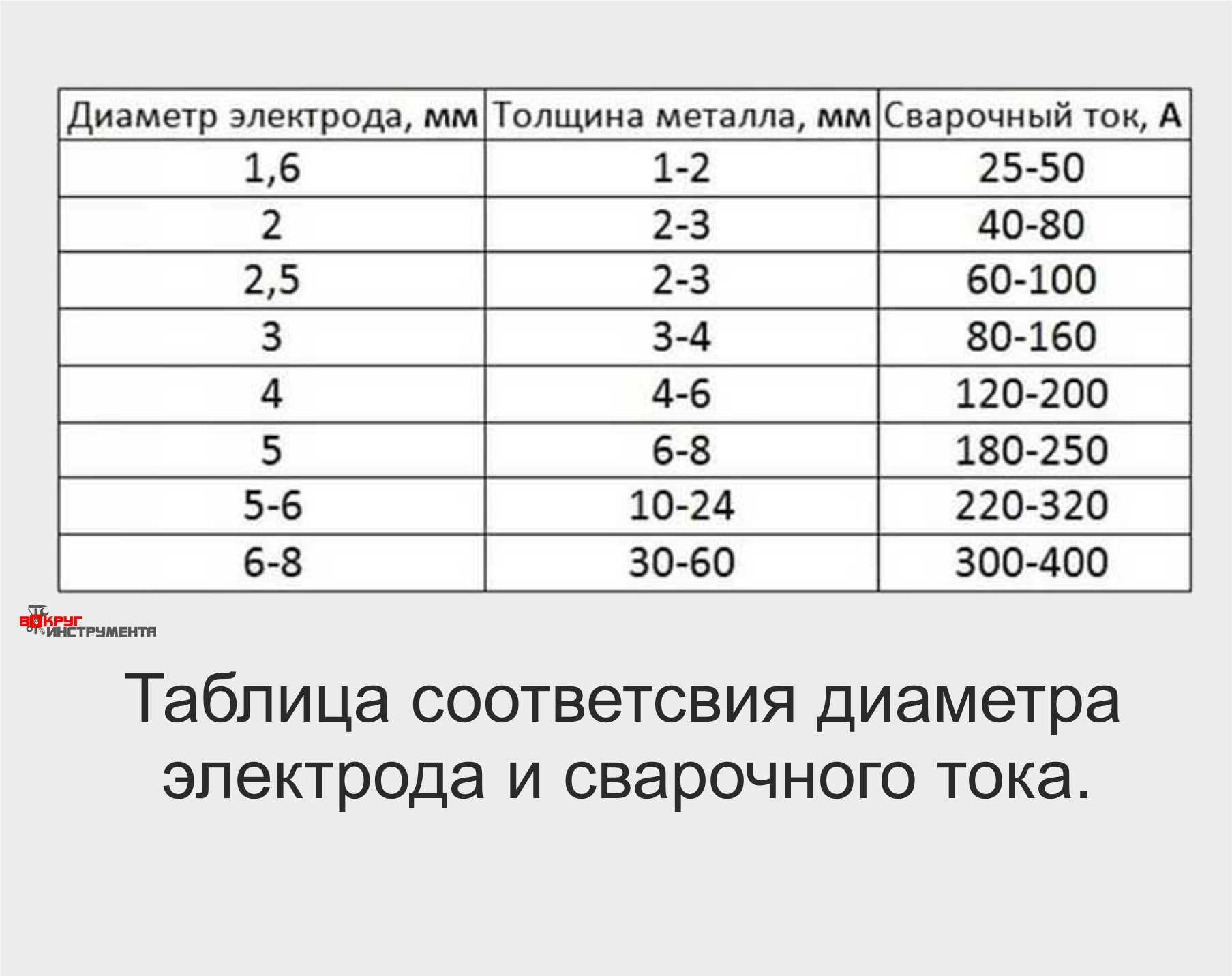
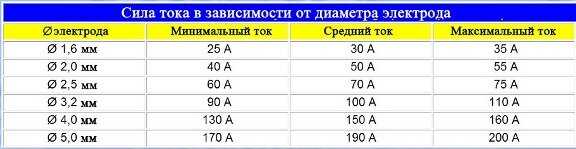
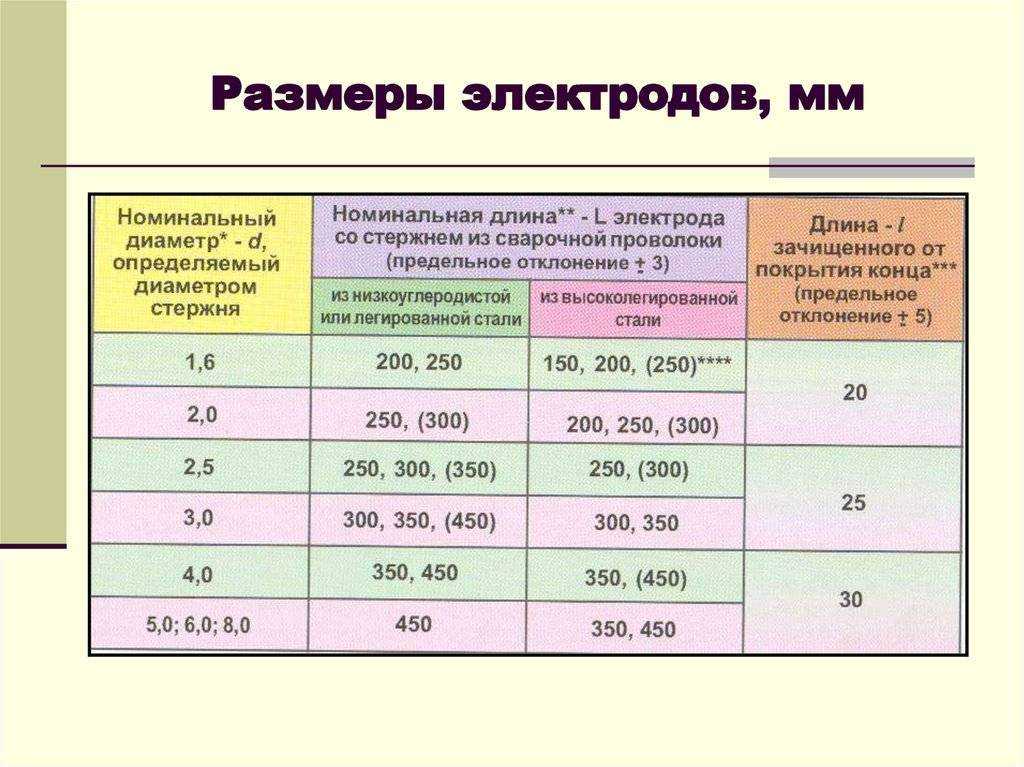
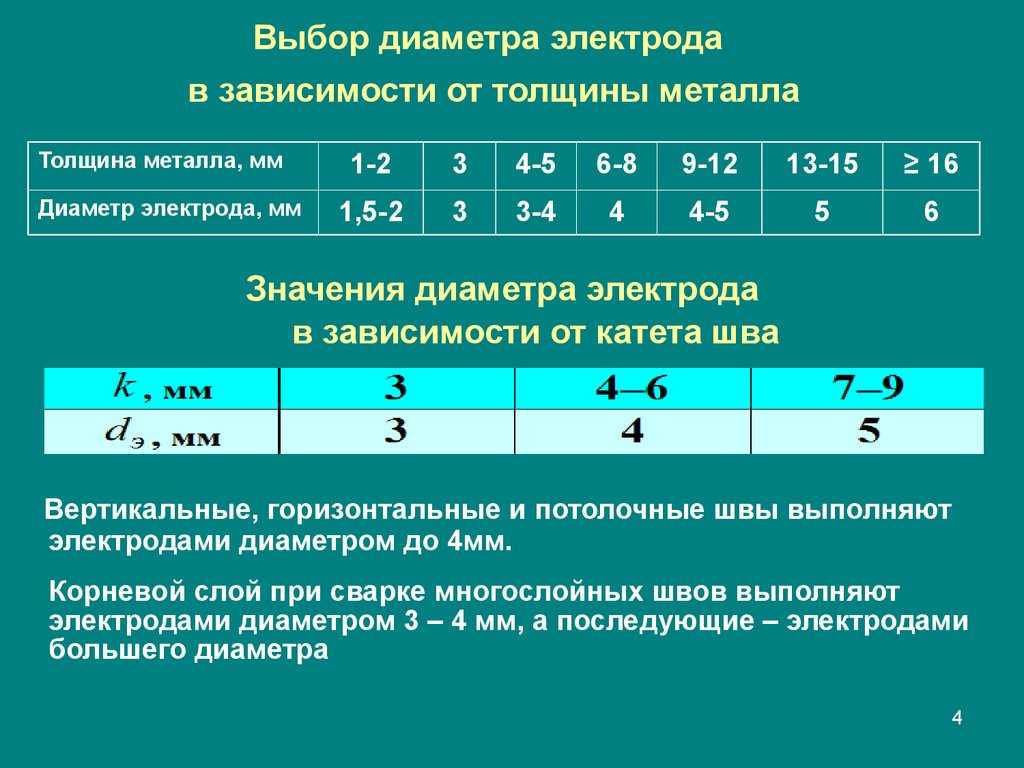
Толщина металла
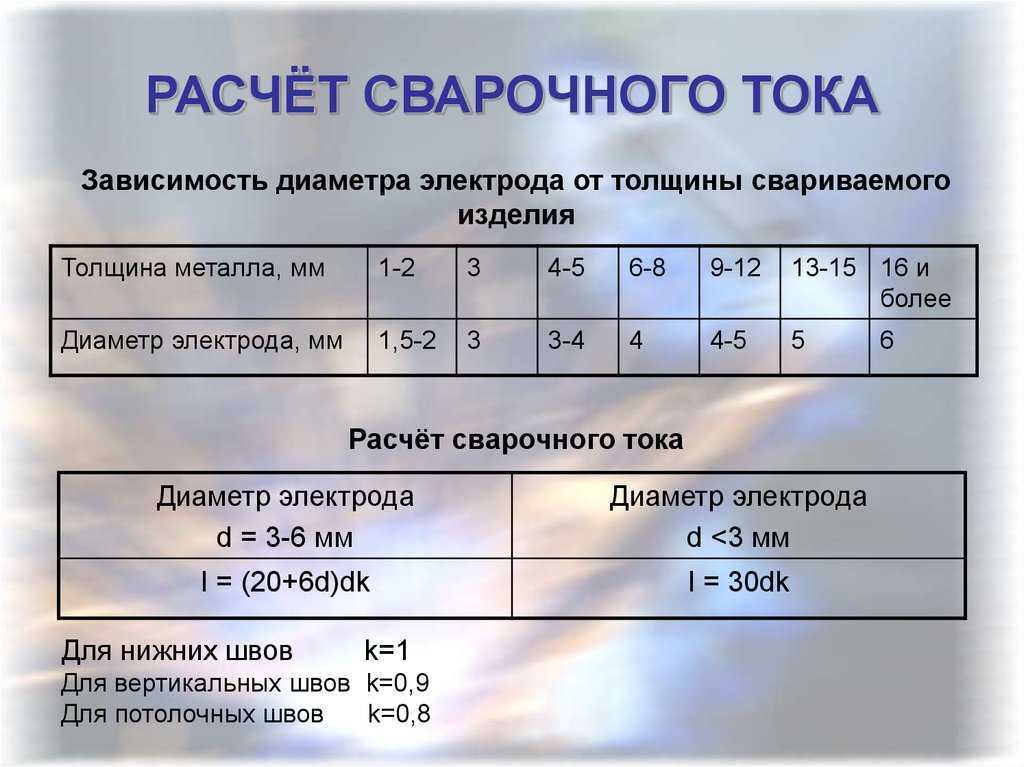
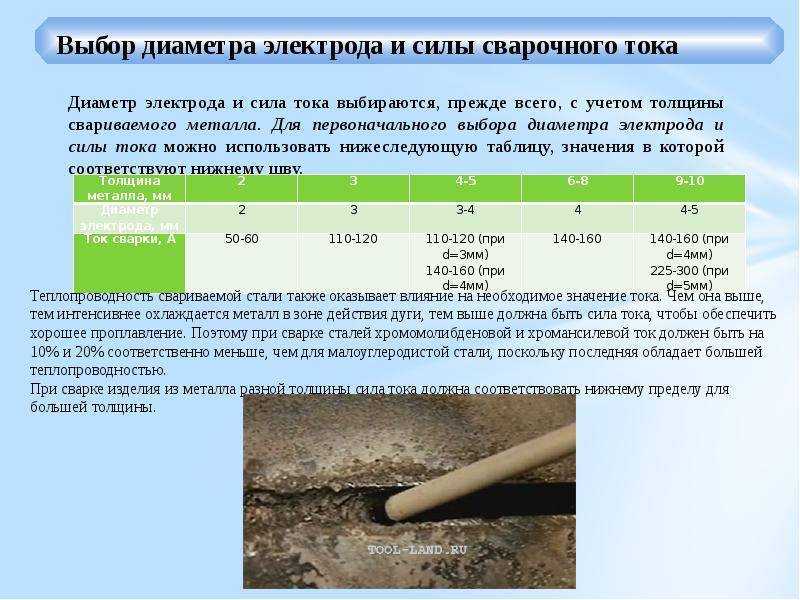
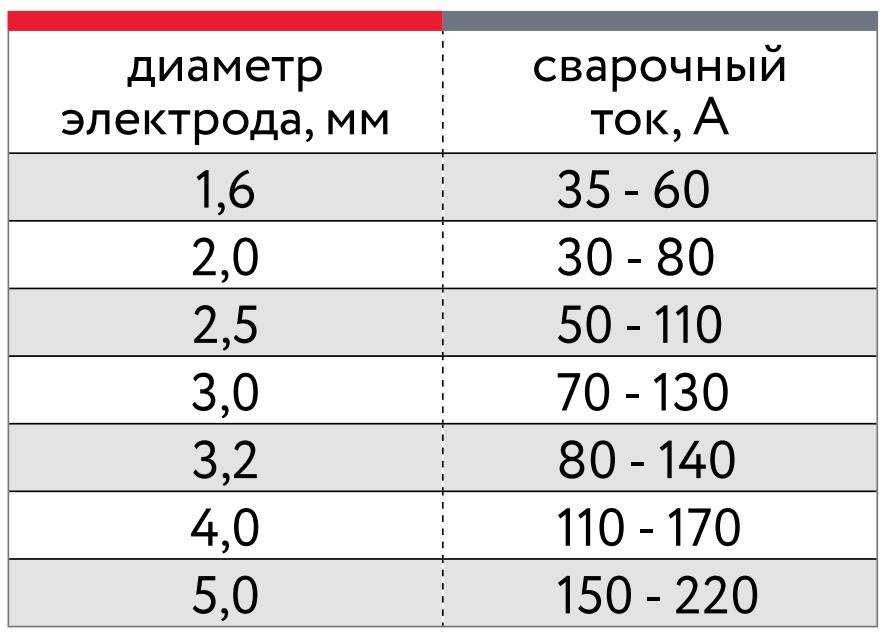
Следующий критерий, на который необходимо обратить внимание, – это толщина металла, который вы собираетесь сваривать. Для достижения достойного результата нужно придерживаться правила: чем толще металл, тем больше должно быть значение диаметра сердечника
Немаловажным моментом является тип рабочего тока. Электроды с рутиловой обмазкой можно использовать и при непрерывном, и при переменном токе, а стержни с основным покрытием используются только при работах с постоянным током.
Обязательно смотрите на срок годности товара, качество покрытия (оно ни в коем случае не должно легко отходить от сердечника и крошиться), на равномерность покрытия стержня. Ведь от этих параметров зависит не только качество итоговой работы, но и безопасность в процессе её выполнения.
Лучшие электроды для любительской и профессиональной сварки
В рейтинг входят самые популярные модели этого сварочного элемента, предназначенные для ручной дуговой сварки распространенных видов стали. Это — изделия с рутиловым и основным покрытием.
Рейтинг лучших электродов с рутиловым типом покрытия
Элементы с покрытием данного вида (в том числе рутилово-целлюлозным) используются при переменном и постоянном токе. Отличаются легким первичным и повторным зажиганием, устойчивостью к отсыреванию. Сваривание может производиться во всех положениях.
МР-3С
Популярные электрические проводники Российского производства (фирма СпецЭлектрод) подходящие для бытовой работы, допустима сварка удлиненной дугой. Расход: 1,7 кг на 1 кг металла. Обязателен режим прокалки в течение часа при температуре от 120 до 160 градусов. Главная отличительная особенность этой модели – гарантированная устойчивость дуги, возможность сварки в любом положении. Не образует шлаковые и пористые включения. Подходят для сваривания необработанных поверхностей (например, имеющих ржавчину). Средняя стоимость – 890 руб.
СпецЭлектрод МР-3С

Достоинства:
- стабильность горения дуги;
- легкое зажигание;
- упрощен процесс сварки;
- высокое качество сварки.
Недостатки:
- высокая чувствительность к сырости;
- распространены подделки.
АНО-4
Еще одна известная модель от Российского производителя (ЛЭЗ – Лосиноостровский Электродный Завод), отличающаеся качеством и универсальностью. Режим прокалки в течение часа при температуре от 180 до 200 градусов. Возможна сварка короткой дугой и средней. Эти изделия применяются для сварки ответственных соединений при любом положении. Используются с оборудованием, подключенным к сети (постоянного и переменного тока). При работе не возникает дефектов, швы отличаются качеством и надежностью. Средняя цена составляет – 109 руб.
электроды ано-4

Достоинства:
- наплавленный металл не образует изъянов;
- легкость зажигания;
- простое отделение шлаков.
Недостатки:
- чувствительность к влаге;
- недопустимость сварки в вертикальном положении.
ESAB ОЗС-12
Плавящиеся элементы от дочерней фирмы ЭСАБ-СВЭЛ шведского производителя ESAB, применяющиеся для работы с углеродистой и низколегированной стали. Главная особенность – образование гладких валиков и аккуратного шва. Отсутствует склонность к появлению трещин в металле шва. Средняя стоимость — 820 руб.
ESAB ОЗС-12
Достоинства:
- высокое качество шва;
- аккуратное формирование валика;
- гарантированная прочность соединений.
Недостатки:
- перед применением нужна прокалка;
- необходимость хранения в термопенале.
ESAB SVEL OK 46.00
Марка надежных электродов российско-шведской фирмы, отличительной особенностью которых является стабильный быстрый розжиг и горение даже при небольшом отсыревании. Кроме того, они не боятся коррозии и загрязнений. Работа может производиться при любом направлении и положении, при постоянном и переменном токе. Благодаря этому можно производить работу с незащищенными поверхностями, а шов отличается прочностью. Для прокалки необходима температура от 80 до 90 градусов. Средняя цена составляет 830 руб.
ESAB SVEL OK 46.00
Достоинства:
- возможность сварки при минимальном токе;
- легкий розжиг;
- простое отделение шлака;
- возможность сварки ржавых и загрязненных поверхностей.
Недостатки:
не подходит для сварки труб.
Omnia 46 (KD 46)
Недорогие электроды, от популярной американской фирмы Lincoln Electric обеспечивающие идеальное зажигание. Это сварочное оборудование сертифицировано для работ с углеродистой и низколегированной сталью, при этом сварка может производиться в любом положении. Отличаются простотой и удобством применения, поэтому хорошо подходят для начинающих сварщиков. Могут применяться на бюджетном сварочном аппарате (инверторе). Подходят для сварки труб, так как швы отличаются высоким качеством и стойкостью к нагрузкам. Средняя стоимость – 182 руб.
Omnia 46 (KD 46)

Достоинства:
- стабильное горение дуги;
- отсутствие залипаний;
- легкое отделение шлаков;
- невысокая чувствительность к длине дуги;
- мало искр при работе;
- удобство работы даже с бюджетным оборудованием.
Недостатки:
обязательная прокалка.
Resanta MP 3
Распространенная марка сварочных электродов, отличающихся легким розжигом. Позволяют производить сварку в любом направлении, не боятся загрязнений, а шлак легко удаляется после работы. Кроме того, это изделие не имеет повышенной чувствительности к качеству наплавляемой стали. Средняя стоимость – 450 руб.
Resanta MP 3

Достоинства:
- доступная цена;
- использование при постоянном и переменном токе;
- не происходит образования пор.
Недостатки:
- при отсыревании страдает качество шва;
- не подходят для высокоуглеродистой стали;
- необходима прокалка.
Особенности изделий с различным покрытием
Электроды с кислой оболочкой АНО-2, СМ-5 технологичны, удобны в применении и подойдут даже для начинающих сварщиков.

Стержни с основной обмазкой УОНИ-13/45, ОЗС-2, ДСК-50 имеют в своем составе мелкую крошку натуральных пород: мрамора, кварцевого песка, плавикового шпата. Смесь закрепляется с помощью жидкого стекла, поэтому она не оказывает вредного воздействия на персонал. Шов, полученный с использованием таких расходных материалов, обладает высокой пластичностью. Они широко применяются при монтаже самых серьезных конструкций и прокладке трубопроводов, работающих под повышенным давлением.

Рутиловые сварочные электроды для инвертора АНО-3, ОЗС-4, МР-4 в составе своей обмазки содержат безопасный рутил. Он дает небольшое количество шлака, который почти мгновенно застывает в виде тонкой пленки. Эти качества позволяют сваривать детали при любом положении стержня.

Изделия с целлюлозным покрытием ВСЦ-1, ОЗЦ-1 содержат органические соединения, ферросплавы и тальк. Они также дают качественный шов при самых разных направлениях сварки с любой стороны детали и дают хорошие результаты при соединении тонких листов. Единственный их недостаток – хрупкость шва.

ТОП 5 белорусских и украинских производителей
ООО «Ватра»
Белорусские производители электродов также интересны отечественным сварщикам, так как отлично сбалансированы по соотношению цены и качества. Одно из ведущих предприятий сферы на белорусском рынке – ООО «Ватра». Работает оно с 1992 года, и с тех пор успело освоить производство широчайшей гаммы сварочных электродов и некоторых сопутствующих материалов. Сотрудничество с ведущими институтами электросварки Украины и России позволило наладить максимально профессиональное производство. Сегодня электроды компании повсеместно используются в промышленности и народном хозяйстве Белоруссии, а также экспортируются в соседние страны.
ООО «Светлогорский завод сварочных электродов»
Это предприятие считается одним из лидеров сферы и ежемесячно производит около 1600 тонн продукции, использует современное оборудование. Обороты производства постоянно увеличиваются, так как растет спрос на продукцию как на белорусском рынке, так и на за рубежом. Электроды производятся под торговыми марками «Монолит», «Континент», «Стандарт» и «Арсенал».
ООО «Оливер»
Компания прошла путь от небольшой фирмы, созданной в 1993 году, до крупнейшего предприятия отрасли. Сегодня тут производятся электроды для сварки разного рода конструкций из чугуна, высоко- и низколегированных сталей, а также наплавочные электроды. Количество различных марок уже доходит до сотни, при этом компания постоянно вводит в производство новые типы электродов. Представительства предприятия работают не только во всех областных центрах Белоруссии, но и в России.
ПАО «ПлазмаТек»
Крупнейший украинский производитель сварочных электродов производит свыше 2000 тонн продукции в месяц, которая пользуется спросом не только на внутреннем рынке, но и в России, Белоруссии, Польше, Латвии, Чехии и некоторых других странах. Тут используются инновационные технологии, строгий контроль качества, что и позволило компании стать известным производителем электродов, которые применяются в машиностроении, металлургии, строительными и сельскохозяйственными предприятиями, а также частными покупателями.
ОЗСО им. Е.О. Патона
Известное далеко за пределами Украины предприятие работает с 1959 года и сегодня выпускает широкий спектр сварочного оборудования и сопутствующих товаров. Продукция производителя – это своеобразный знак качества, ведь мощнейший конструкторский отдел постоянно работает над совершенствованием производимых продуктов. Среди прочей продукции выпускаются и электроды огромного количества марок, завод принимает заказы на изготовления электродов любых необходимых марок.
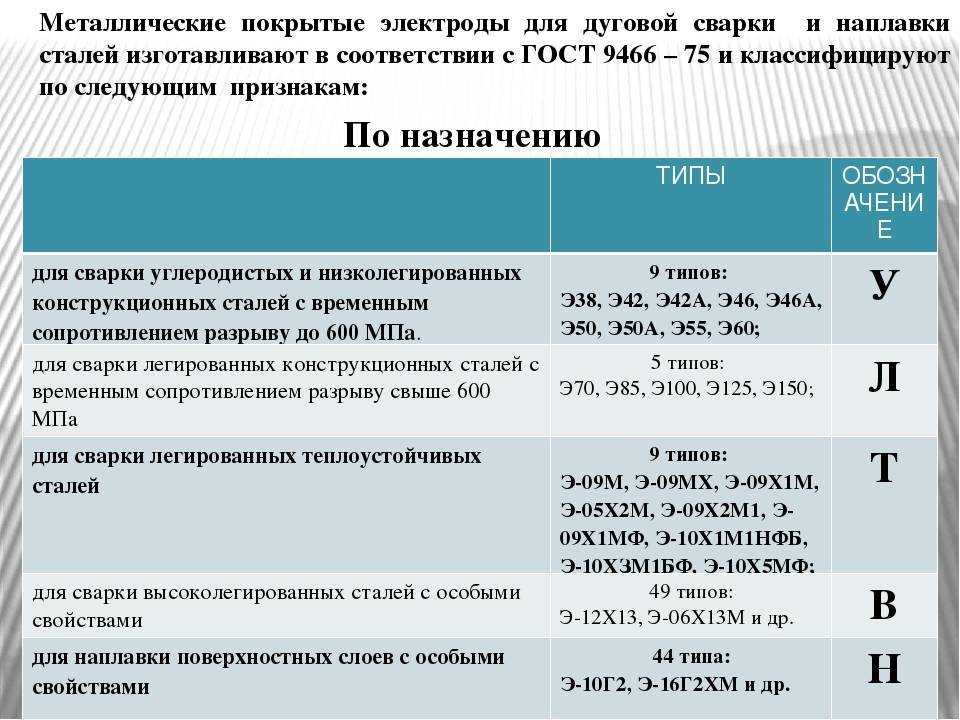
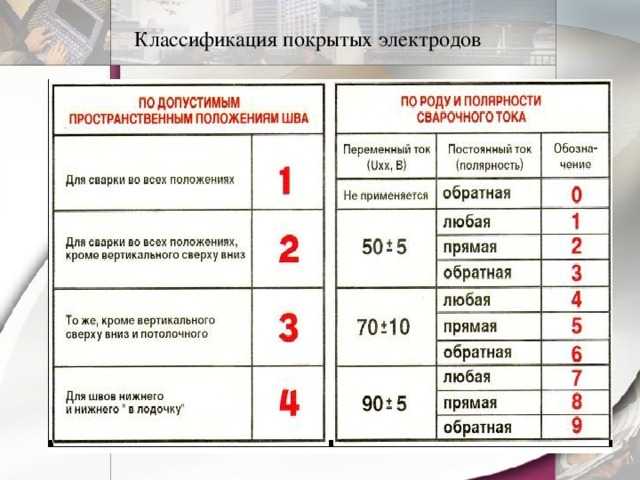
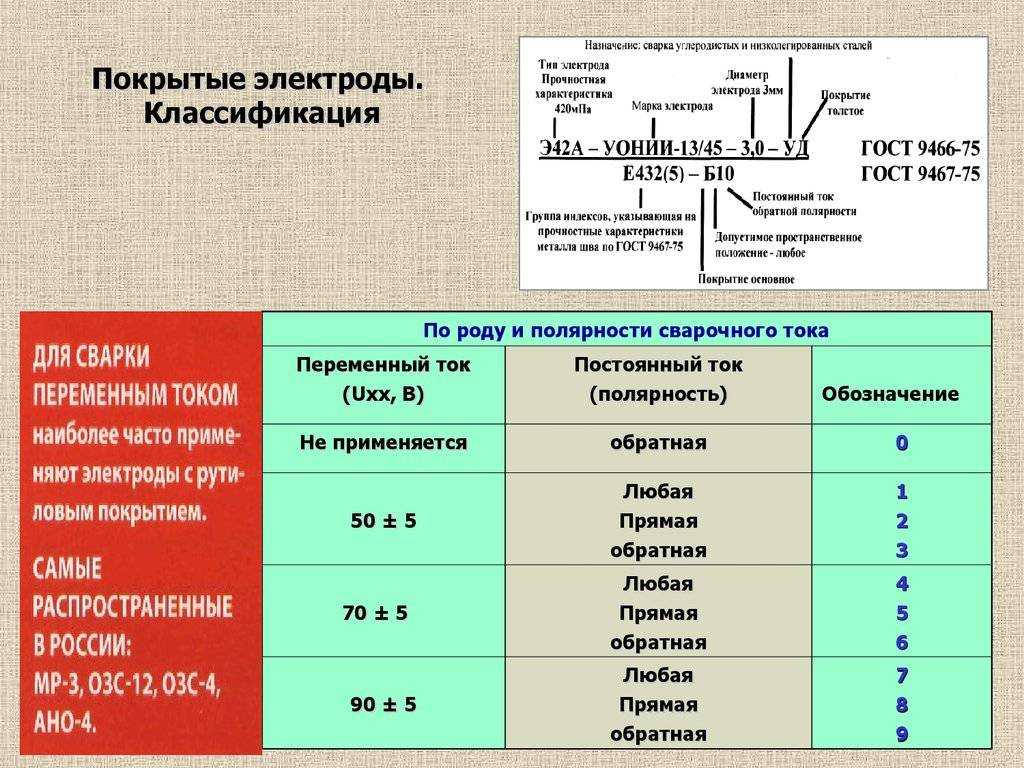
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
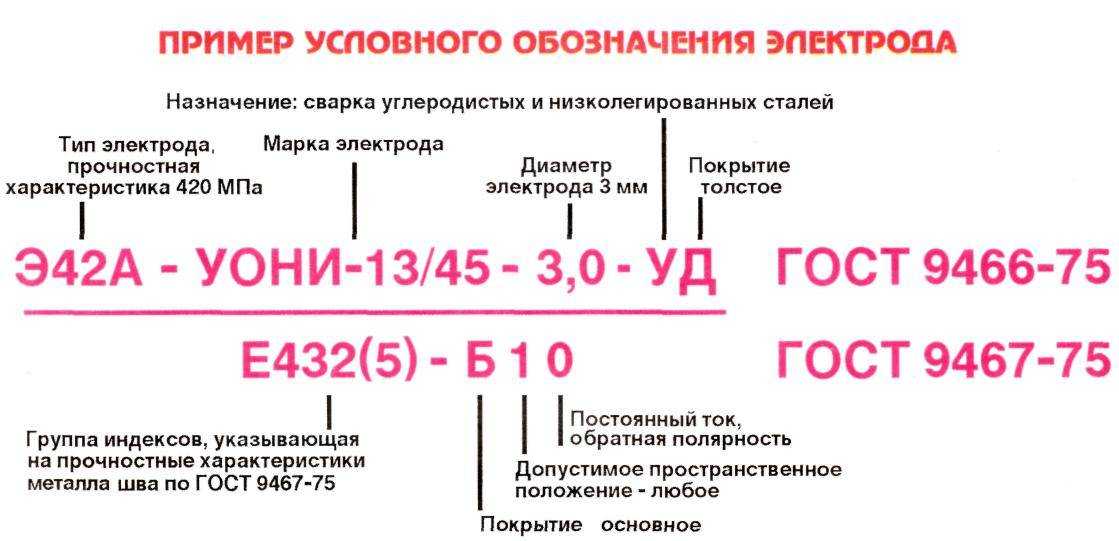
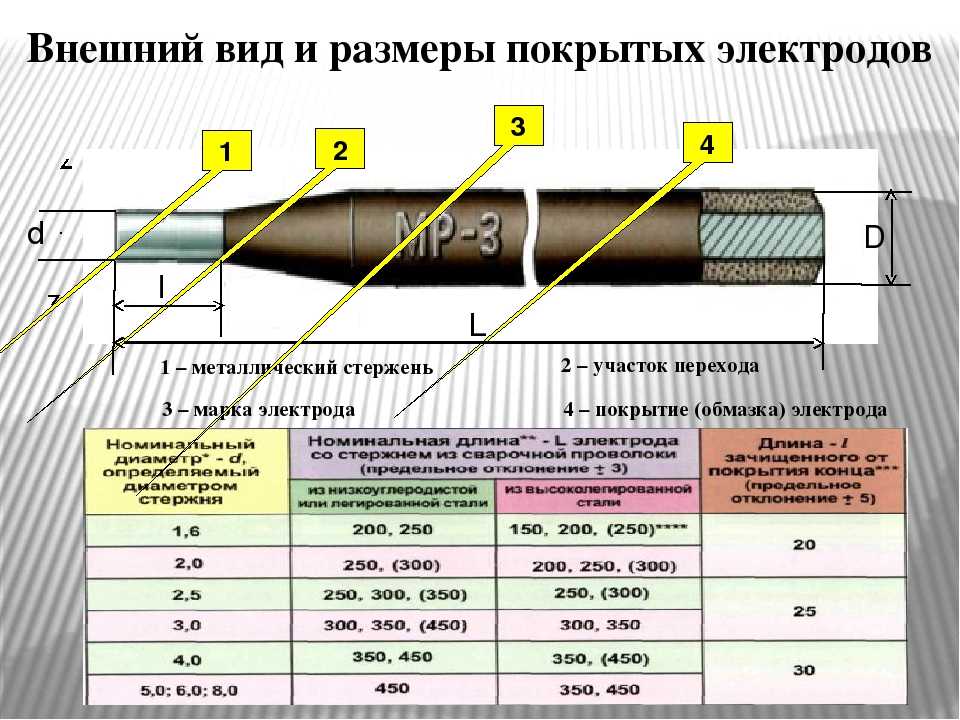
Устройство электрода
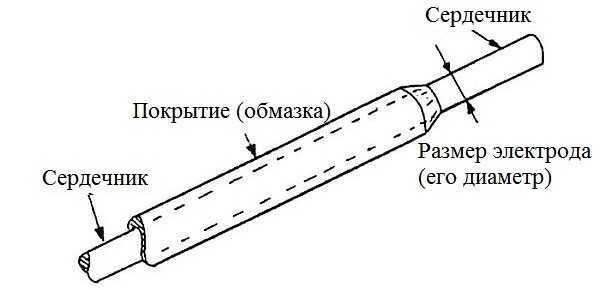
Устройство сварочного электрода Электрод, обязательно применяемый во время сварки — достаточно тонкое изделие из металла, напоминающее внешне вязальную спицу, имеющее особое покрытие-обмазку. Во время сварки металл сердечника начинает расплавляться, а нанесенная на него обмазка оберегает формируемый шов от воздействия кислорода. Кстати, покрытие изделий может быть самым разным.
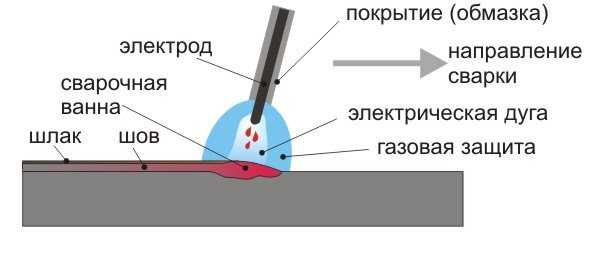
Схематичное изображение процесса сварки
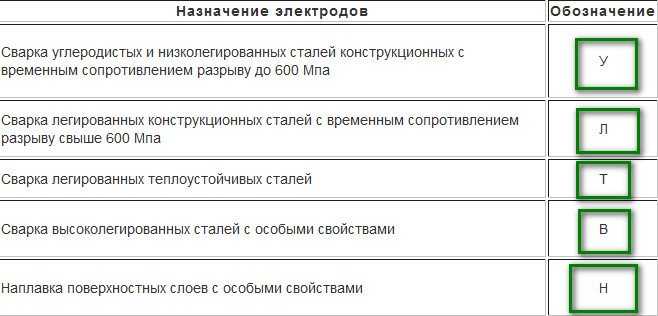
Таблица. Типы обмазки.
Тип
Описание
Основной
Оптимальные изделия для работы с так называемыми ответственными конструкциями, трубами. Во время выполнения сварочной работы получаются пластичные и прочные соединения, не склонные к окислению. Кристаллизационные трещины возникают на шве редко. Маркировка литерой Б. В составе покрытия — углеродистые соединения магния и кальция, практически отсутствует водород, благодаря чему снижение характеристик свариваемых металлов не происходит. Электроды с такой обмазкой используются только на постоянном токе. Главный недостаток — во время работы формируется много шлака. И еще — перед работами с таким электродом свариваемую поверхность нужно тщательно очистить от масел, ржавчины, окалины и т.д., иначе есть риск получить внутри шва поры, снижающие его прочность.
Рутиловый
Такие электроды легко разжигаются и практически не разбрызгивают металл вокруг себя. Маркируются буквой Р. В основе покрытия — вещество рутил, есть еще кислород и кремний. Этот вариант обмазки имеется на электродах, применяемых в условиях постоянного и переменного тока
Работать важно в условиях умеренной влажности, иначе качество шва сильно ухудшается.
Целлюлозный
Такая обмазка содержит много органики (до 50%). Это органические смолы и сама целлюлоза
Маркировка таких электродов — литера Ц. Во время выполнения работ они выделяют мало шлака, но образуют много газов. Им легко выполнять работы в вертикальной ориентации. Варианты с такой обмазкой используются только на постоянном токе. Минусы — образуется много брызг, а также качество шва при работе со сталью может быть не самое лучшее из-за большого содержания водорода.
Кислый
Такие электроды позволяют получить сварочный шов практически без воздушных каналов, с ними можно варить элементы с окалиной и ржавые детали. В составе — марганец, железо, кремний и ряд других элементов. Маркируются такие электроды литерой А. Это вредный для здоровья сварщика вариант, требующий проводить работы исключительно в хорошо проветриваемом помещении. Также есть еще один минус — риск появления горячих трещин на шве.

Рутиловые электроды Также все электроды делятся на две основные группы — плавящиеся и неплавящиеся.
- Плавящиеся варианты могут иметь стержень разного диаметра, имеющий обмазку. Именно благодаря последней дуга во время сварки получается оптимальной. Такие электроды обычно и используются для ручного типа сварки.
- Неплавящиеся варианты встречаются сейчас достаточно редко, так как работать ими нужно в особенной среде. Они отличаются сложностью подбора, потому новичкам их использовать не рекомендуется.
Описание электродов
Выпускаемые электроды обладают высоким качеством, что позволяет использовать их для сварки различных конструкций. Сварка с их помощью может осуществляться от переменного тока и от тока с постоянным значением. Электроды для сварки Ресанта находят применение среди профессиональных сварщиков и новичков этого дела. Работу с ними можно производить в любых положениях. Однако, имеется ограничение — с помощью электродов этого типа можно соединять изделия из металла, в которых содержание углерода не превышает 0,25 процентов.

Бренд «Ресанта» представил выпускаемые им электроды только одной марки — МР-3. Наиболее востребованными являются электроды МР-3 диаметром четыре миллиметра. Их длина при этом составляет 450 миллиметров. Вид покрытия внутреннего стержня — рутиловый. Имеется расфасовка по пачкам разного веса.




Подходящие марки
Решая вопрос, какие электроды выбрать для сварки инвертором, можно глянуть на статистику, которая покажет самые популярные варианты. Среди них имеются:
УОНИ-13 55 – они больше подходят для сварщиков с опытом. Они служат для создания плотного шва, который обладает высокой прочностью. Они могут использоваться даже при низких температурах.
Электроды для сварки инвертором марки УОНИ-13 55
МР-3С – могут стать незаменимым решением в тех случаях, когда к шву выдвигаются высокие требования по качеству. Они подходят для работы постоянным током на обратной полярности и для переменного тока.
Электроды для сварки инвертором марки МР-3С
МР-3 – является универсальной маркой, так как стержень подходит для большинства требуемых операций. Их можно применять в любых условиях, даже если поверхность металла чем-то загрязнена, в том числе и имеет ржавчину. Они хорошо противодействуют влаге и защищают шов от попадания водорода.
Электроды для сварки инвертором марки МР-3
АНО – серия состоит из нескольких марок, но в целом является самой популярной в использовании. Их преимущество состоит в том, что электроды не нужно предварительно прокалывать. Дуга хорошо зажигается как в первый, так и в последующие разы. Качество шва получается достаточно высоким. Подходит для работы новичкам.
Электроды для сварки инвертором марки АНО
Особенности выбора электрода для инвертора в зависимости от режимов свариваемого металла
Задаваясь вопросом, как выбрать электроды для инверторной сварки, следует в первую очередь узнать, что именно придется сваривать. При подборе расходного материала для сталей, следует узнать их состав. Здесь очень важным моментом является уровень их легирования, какие дополнительные элементы входят туда и в каких количествах. Дело в том, что если происходит сварка нержавейки, то после самого процесса, когда сделан неправильный выбор, то сама нержавеющая сталь утрачивает свои антикоррозионные свойства и на месте шва со временем может появляться ржавчина. Чтобы этого не происходило, требуется выбирать электроды, которые будут компенсировать температурные утраты.
Электроды для сварки нержавейки инвертором
Подобные схемы действуют и со сталями с высоким содержанием углерода. Если же в металле наоборот, низкий уровень углерода, то требуется обеспечить дополнительную защиту, чтобы в шов не попал данный элемент, иначе все соединение станет достаточно хрупким. Для работы с чугуном следует использовать специальные расходные материалы, которые направлены именно на этот металл, иначе есть большой риск образования брака.
Каждый из металлов имеет свои особенности в режиме сваривания, из-за разницы в температуре плавления и свойств текучести. Если электроды подбираются из того же состава, то больших проблем с применением не должно быть, так как достаточно лишь выставить указанные параметры, которые подходят для нужного положения и начинать работу. Таким образом, рассматривая какие электроды лучше для инвертора, следует учитывать вышеперечисленные факторы
Основные режимы и нюансы применения
Выбрав, какие электроды лучше для инверторного сварочного аппарата, следует ознакомиться с режимами их применения. Здесь приведены параметр тока для всех положений у самых распространенных моделей:
МР-3С
| Величина диаметра, мм | Сила тока, А |
Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
АНО-21
| Величина диаметра, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 2 | 50…90 | 50…70 | 70…90 |
| 2,5 | 60…110 | 60…90 | 80…100 |
| 3 | 90…140 | 80…100 | 100…130 |
МР-3
| Диаметр электрода, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 3 | 100…140 | 80…100 | 80…110 |
| 4 | 160…220 | 140…180 | 140…180 |
| 5 | 180…260 | 160…200 | – |
УОНИ-13 55
| Величина диаметра, мм | Положение | ||
| Нижний шов | Вертикальный шов | Потолочный шов | |
| 2 | 40…60 | 40…65 | 40…70 |
| 2.5 | 70…85 | 60…75 | 60…80 |
| 3 | 80…95 | 70…90 | 70…90 |
| 4 | 130…150 | 130…140 | 130…140 |
| 5 | 180…210 | 160…180 | |
| 6 | 210…290 |
По каким критериям выбираются электроды
Все электроды выбирают по двум основным разновидностям:
- Плавящиеся изделия. Основой конструкции служит металлический стержень, покрытый обмазкой. Она способствует повышению стабильности горения дуги и защищает сварочную зону от внешних воздействий. С использованием этих изделий как раз и выполняется ручная дуговая сварка.
- Неплавящиеся электроды. Применяются для сварки заготовок в среде инертных газов, выполняющих защитную функцию.
Когда подбирают электроды для инвертора, нужно обязательно учесть характеристики и структуру соединяемых заготовок. От этого в дальнейшем будет зависеть качество сформированных швов.
Для разных материалов используются свои виды электродов:
- Низколегированная и низкоуглеродистая сталь соединяется углеродными изделиями.
- Легированные стали свариваются расходниками известных марок ОЗС-4, МР-3, АНО-21, УОНИ 13/45.
- Другие типы сталей или формирование наплавок выполняются электродами, у которых сердечники изготовлены из высоколегированных металлов (ЦЛ-11).
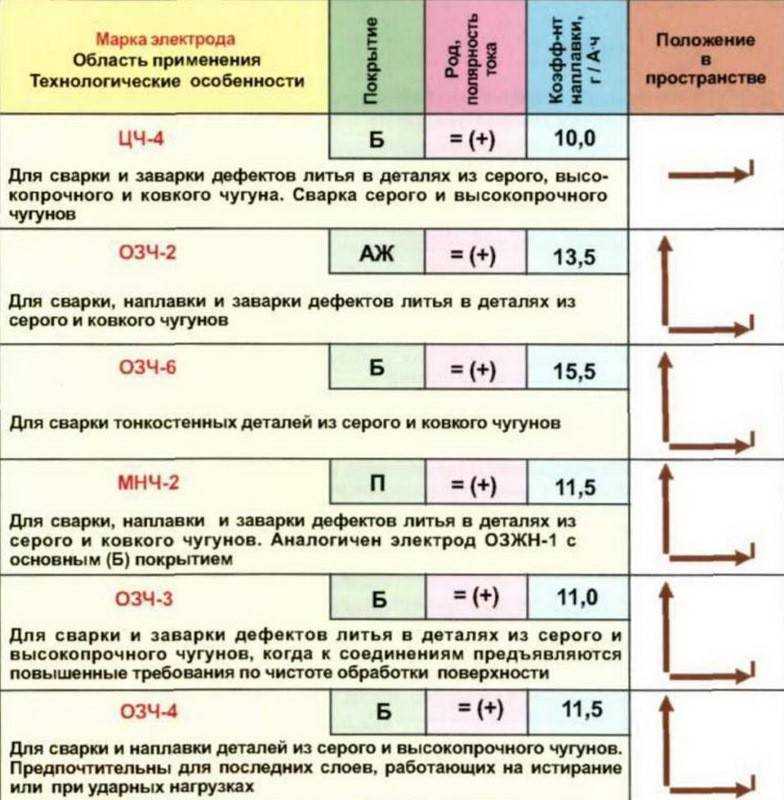
- Чугунные детали соединяются специальными изделиями по чугуну – ОЗЧ-2.
Лучшие электроды с рутил-целлюлозным покрытием
Предназначены для низкоуглеродных марок стали. Обмазка выполнена из рутилового концентрата с высоким содержанием оксида титана и целлюлозы. Покрытие содержит минимальное количество вредных веществ. В расшифровке электродов для сварки маркируются литерами РЦ. При горении формируют среду, защищающую место расплава от атмосферных воздействий.
RSE S-46 3.2мм
Являются аналогом Esab ОК-46, предназначены для низколегированных, низкоуглеродистых марок стали. Демонстрируют высокое качество при формировании прихваточных швов. Отличаются повышенной стабильностью дуги. Минимальное количество брызг позволяет снизить потери во время плавки: почти весь металл идёт на формирование соединения.
Хороший первый розжиг, простой повторный поджиг делают удобными для новичков. Шов светлый, аккуратный, шлака много, но он легко отделяется от поверхности. Стержень изготовлен из стального сплава, который имеет повышенную прочность. Варить можно в любом направлении, демонстрируют хорошие результаты при работе с материалов, покрытым ржавчиной.

Достоинства:
- Мягкое горение;
- Экономичность;
- Привлекательная цена;
- Зажигаются от прикосновения по всей длине.
Недостатки:
Резкий характерный запах.
ESAB OK 46.00 3мм
Производятся шведской компанией на заводе в Тюмени. Предназначены для создания конструкций из судовой и низколегированной стали. Хорошо подходят для работы с листовым металлом, который имеет гальваническое покрытие. Не чувствительны к наличию на поверхности ржавчины, загрязнений или грунтовки. Низкие пороговые значения топа дают возможность варить тонкие листы.

Место стыка акуратное, валик плавно переходит в основной материал конструкции. Количество шлака небольшое, он легко удаляется. Дуга отличается стабильным горением на малых токах, что делает изделия актуальными для бытового применения. Значения максимального предела текучести достигают 380 МПа. Рекомендуется для сварки методом прихватки, для работ, которые лучше выполнять короткими швами.

Достоинства:
- Низкое тепловложение;
- Устойчивы к повышенной влажности;
- Хорошее соотношение цены и качества;
- Легко зажигается в разных условиях;
- Минимальное количество пор в соединении.
Недостатки:
Необходима прокалка в течение часа.
Magmaweld ESR-11 3.25 мм
Швейцарская компания предлагает универсальную модель для работы с металлоконструкциями из стали, толщиной до 5 мм. Изделия демонстрируют стабильное качество сварки оцинкованного или загрунтованного металла. Рекомендуются для производства котлов, резервуаров разного объёма, ремонта и прокладки трубопроводов.
Формируют незначительно вогнутый ровный шов. Отсутствие дефектов соединения – многочисленных пор, прожига и микротрещин – обеспечивает высокую прочность, надёжность конструкции. Мягкая и ровная дуга позволяет варить по методу прихватки. Шлак образуется в большом количестве, но быстро и легко отходит от поверхности без применения физических усилий.

Достоинства:
- Большое для своего класса сопротивление разрыву;
- Доступная цена;
- Плотная, прочная обмазка;
- Ржавчина не оказывает негативное влияние на качество шва;
- Упаковка хорошо защищена от влаги.
Недостатки:
Редко бывают в продаже.

Лучшие сварочные аппараты с Алиэкспресс
Общие преимущества
В целом, электроды УОНИ-13, несмотря на определенные различия между марками, имеют ряд весомых преимуществ.
- они отлично показывают себя при работе в отрицательных температурах,
- обеспечивают плотный шов с хорошими механическими характеристиками,
- образуемое соединение хорошо противостоит вибрациям, ударным нагрузкам и перепадам температур,
- сами электроды обеспечивают легкое начальное зажигание и стабильное горение дуги,
- при высокой квалификации рабочего разбрызгивание металла сведено к минимуму,
- шлаковая корка легко счищается с получаемого шва.
Все эти преимущества делают их одними из самых удобных и эффективных в работе, чем и обосновывается их высокая популярность.
Это интересно: Электроды от фирмы Арсенал — ассортимент и стоит ли покупать?
Итоги рейтинга
Таким образом, мы рассмотрели десять различных вариантов сварочных электродов. Мы уверены, что ознакомившись с данным рейтингом, вы легко сможете выбрать электроды, подходящие именно вашим условиям и ожидаемым результатам сварочных работ. Для вашего комфорта и в целях экономии вашего времени мы подготовили краткие выводы нашего основного обзора:
1. Наиболее экономный расход отмечается у следующих позиций: Wester AHO-21, Магнитогорский электродный завод MP-3 ЛЮКС.
2. Самый длинный стержень у марки Fubag FB3.
3. Большое количество стержней в комплекте у позиции Alutek 5S ф3.
Желаем вам удачного выбора!
#лучшие электроды для сварки #сварочные электроды #рейтинги #подборки