КОНЦЕВЫЕ ВЫКЛЮЧАТЕЛИ
Концевыми называют выключатели, применяемые в механических системах для контроля положения подвижных элементов. Чаще всего они нужны для выключения или включения электрических устройств – электропривода, освещения и т.д.
Вот несколько примеров использования таких выключателей:
- Электропривод, закрывающий ворота, отключается в момент закрытия, то есть, когда створка достигла крайнего положения. При открывании створки срабатывает такой же выключатель.
- Площадка лифта обязательно останавливается внизу и на самом верху. Остановку гарантируют установленные в этих точках концевые выключатели.
- При подъеме груза электротельфером, когда крюк приближается к лебедке, он приподнимает грузик, подвешенный на тросике. Грузик освобождает выключатель, который останавливает электромотор.
- СВЧ-печь не включится, пока открыта ее дверца. При закрывании срабатывает концевой выключатель, который «разрешает» работу магнетрона.
- При включении задней передачи на автомобиле зажигаются фонари подсветки. Их включает маленькое устройство в коробке передач при определенном положении рычага.
Такие коммутаторы могут работать и в промежуточных положениях. Например, для остановки лифта на каждом этаже или для замедления движения створки ворот при приближении к упору. Имеющие такой режим выключатели называют путевыми.
Виды концевых выключателей и их параметры.
Наиболее распространены механические «концевики». В случае автоматических ворот, например, это рычажок, который отклоняется движущейся створкой и нажимает на шток выключателя.
Магнитный выключатель – это два контакта, запаянных в герметичную капсулу из диэлектрика. Контакты замыкаются при приближении к ним магнита.
Оптический выключатель – это пара из источника света и фотоэлемента. Выключатель срабатывает при перекрытии луча или наоборот, когда препятствие убирается.
Основные параметры концевых выключателей, которые нужно учитывать при их выборе и монтаже:
- тип электропитания и величина рабочего напряжения;
- максимальная коммутируемая мощность;
- температурный диапазон эксплуатации;
- степень защиты (IP).
Чувствительность концевого коммутатора, то есть, минимальное воздействие, при котором он срабатывает, как правило, настраивается при установке. При монтаже изделия очень важна точность его позиционирования. От этого зависит точность срабатывания и корректность работы системы в целом.
2012-2023 г. Все права защищены.
Представленные на сайте материалы имеют информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
Возможные неисправности систем ЧПУ
Для обслуживания оборудования с ЧПУ на предприятии, предоставляются специальные службы обслуживания (сервисные), как правило завод изготовитель предоставляет сервисное обслуживания. Так-же завод изготовитель организует обучающую программу по вопросу наладки и дальнейшей эксплуатации оборудования. Предприятие поставившее оборудование, обязано предоставить пакет документов, в виде технического паспорта станка, инструкция по эксплуатации, информацию о причинах и методах их устранения. Могут предоставляться пробники программ, для тестирования станка, что показывает что оборудование не имеет неисправности и готово к эксплуатации.
Тестирование станка выстраивается так, что бы проверка происходила постепенно, по элементам работоспособности станка. Такой способ построения обеспечивает быстрый поиск образовавшиеся неисправности. В первую очередь станок прогоняют по всем имеющимся координатам, (перемещениям) . Далее проверяется по величинам линейной, круговой интерполяции, по всевозможным режимам ввода. Проверяются функции работы с инструментом (подвод , отвод) подача сож и т. д.
Так как отказы работоспособности происходят неожиданно, сбой в работе отдельного блока, микросхемы или модуля, разрыв и замыкание отдельных цепей, плохая проводимость различных соединительных контактов, то для избежания неисправностей периодически запускаются тест-программы, при обнаружении проблемы, неисправность исправляется специалистами. Длительность ремонта зависит от характера неисправности Если деталь , или блок взаимозаменяемый то ремонт происходит без значительных потерь для производства.
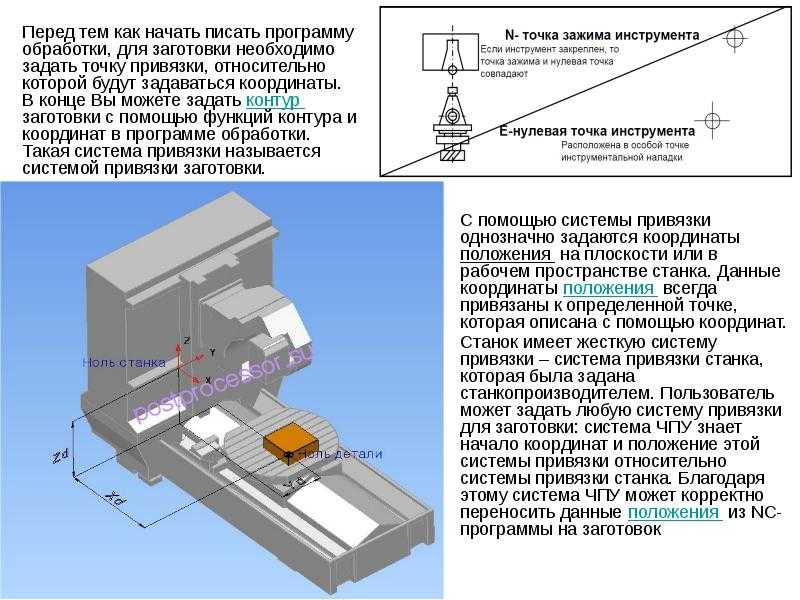
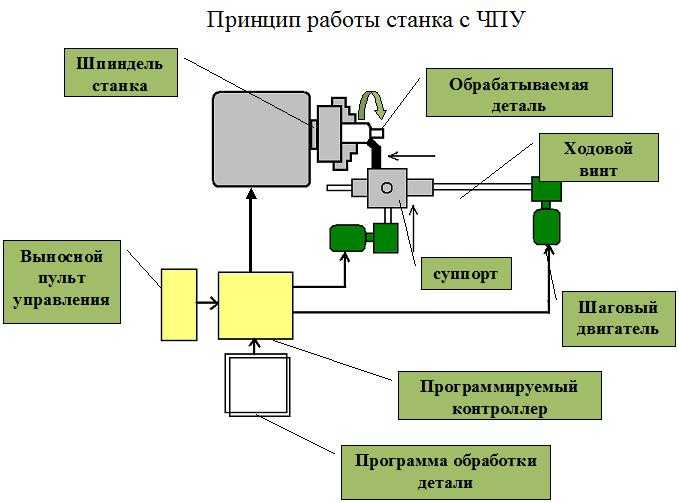
Принцип работы и краткое описание системы
Это линейная последовательность действий, которая состоит из следующих промежуточных действий:
- человек задает основные параметры, проектирует изготавливаемую модель в графическом редакторе, отвечает за правильность чертежа и характеристик изделия;
- компьютерная программа обрабатывает графику и текстовые данные, расчеты, систематизирует их, переводит в читаемый станками формат;
- система управления сохраняет математические формулы и числовые значения, вырабатывает последовательность действий и подает команды всем элементам оборудования;
- рабочие инструменты производят механические действия по заданному алгоритму, гарантируя точность и скорость движений.
В результате получается выполненная цель, над достижением которой работал искусственный разум вместе с человеком. За аппаратурой постоянно смотрит операционист, он может внести коррективы в деятельность машины, приостановить ее, увидеть и исправить неполадки, а также переоснастить ее под новые задачи.
В основном программой задаются следующие параметры:
мощность двигателя;
скорость произведения функции;
моменты ускорения и замедления для получения нужных качеств заготовки (очень характерно для манипуляций с металлом);
вращение цилиндрических и круглых элементов;
направление движения, особенно важно в случаях художественной резки – каждый изгиб определяется точной математической формулой.
Независимая подсветка
При таком подключении включаться освещение коврика будет только со стороны открытой двери. Это удобно при посадке пассажира, когда нужно осветить конкретную сторону. Для такого подключения вам понадобится минимальное количество провода. Достаточно с каждой стороны подключить ленту плюсом к прикуривателю, а минусом на концевик двери. Подключить минусовой провод можно через отверстие в кузове, через которое пропущены все провода, подходящие к двери. На некоторых моделях для этого придется разобрать панель. Так делают с двух сторон. Это позволяет максимально экономично сделать подсветку.
От габаритов. В таком случае свет под ногами будет гореть, пока у вас включены внешние осветительные приборы. Чтобы, это не мешало движению, то лучше всего сделать освещение не сильно ярким. Подключается тут все также достаточно просто. Минус кидается на корпус автомобиля. Плюсовой провод подключается к наиболее удобной лампочке приборной панели.
В итоге, у вас будет подсветка включаться одновременно с включением наружного освещения. Для большего удобства желательно предусмотреть способ быстрого отключения ленты. Это может быть разъем папа-мама или небольшой тумблер, расположенный в удобном для вас месте.
. Многие водители производят различный тюнинг салона. Многие модернизируют «родную» систему освещения. Поэтому вопрос, как сделать подсветку ног в автомобиле своими руками, не редок. В принципе, эта работа довольно простая, достаточно приложить этому процессу руки и голову. Самое сложное это подключить подсветку к питанию, для этого придется частично разбирать обшивку, чтобы протянуть провода.
Классификация
Кроме перечисленного распределения, есть еще множество факторов, по которым происходит разделение всех устройств на модели и категории. Рассмотрим их подробнее.

По размещению шпинделя
Фактически это предопределяет расположение заготовки. Есть вертикальные и горизонтальные токарные станки с ЧПУ. Первые встречаются реже, но они удобны тем, что занимают мало места. Однако для их установки потребуется достаточно крепкое бетонное основание.







Если деталь крепится с двух сторон в позиции по горизонтали, то сама станина, как и рабочая зона, занимает больше места. Это более классическая и привычная форма, поскольку обычные, без пульта управления имели именно такое расположение.
По расположению направляющих
Это важный узел, по которому передвигаются ползунки с инструментами. Они могут двигаться в нескольких направлениях:
- по горизонтали;
- по вертикали;
- по наклонной линии.
По организации инструментальной системы
Существует два вида:
- Сменные магазины с инструментами. Иногда в одном может находиться до 300 разновидностей лезвий.
- Револьверные шпиндельные головки. Кассетный резцедержатель вмещает до 12 резцов.
По виду выполняемых работ
Все машины различаются по технологическим группам. Токарная обработка на станках с ЧПУ имеет 1-й номер. В то время как фрезерная, например, – 6-й.
Количество функций может быть разным. Чем больше возможностей у оборудования, тем оно универсальнее. Многозадачность может быть выражена возможностью делать глухие и сквозные отверстия, а также наносить внутреннюю и внешнюю резьбу.
Условия использования модальных и немодальных кодов
Все станочные коды можно условно разделить на два класса в зависимости от их способности сохраняться в памяти СЧПУ. Немодальные коды действуют только в том кадре, в котором они находятся. Модальные коды, напротив, могут действовать бесконечно долго, пока их не отменят другим кодом. Выделяют несколько групп кодов в зависимости от функции, которую они выполняют (табл. 2).
Два модальных кода из одной группы не могут быть активными в одно и то же время. Например, G02 и G03 находятся в группе кодов осевых перемещений, и вы не можете применять оба этих кода сразу. Один из этих кодов обязательно отменит действие другого. Это как попытаться ехать на автомобиле одновременно и вправо, и влево. Однако вы можете одновременно использовать коды из разных функциональных групп. Например, в одном кадре можно написать G02 и G90.
Таблица 2. Коды по группам
| Функциональная группа | Коды |
| Перемещения | G00, G01, G02, G03 |
| Тип координатной системы | G90, G91 |
| Единицы ввода данных | G20, G21 |
| Постоянные циклы | G80, G81, G82, G83, G84, G85… |
| Рабочая система координат | G54, G55, G56, G57, G58… |
| Компенсация длины инструмента | G43, G44, G49 |
| Коррекция на радиус инструмента | G40, G41, G42 |
| Возврат в постоянных циклах | G98, G99 |
| Активная плоскость обработки | G17, G18, G19 |
Особенностью модальных кодов является то, что не нужно вводить активный код в последующие кадры. Например, код G01 используется для перемещения инструмента по прямой линии. Если нам необходимо совершить множество прямых перемещений, то необязательно в каждом последующем кадре писать G01. Для отмены кода G01 следует применить один из кодов той же самой функциональной группы (G00, G02 или G03).
Большинство из G-кодов являются модальными. Программист должен знать, к какой группе и к какому классу принадлежит тот или иной код. Хотя М-коды обычно не делят на модальные и немодальные, однако этот термин все же можно применить и к ним. Например, можно выделить группу М-кодов, отвечающих за подачу охлаждающей жидкости (М07, М08, М09) или за вращение шпинделя (М03, М04, М05). Тем не менее большинство М-кодов нужно рассматривать как немодальные. Некоторые стойки ЧПУ допускают программирование только одного М-кода в кадре.
Статус G- и М-кодов
Программирование обработки на современных станках с ЧПУ осуществляется на языке, который обычно называют языком ИСО (ISO) 7 бит, или языком G- и М-кодов. Коды с адресом G, являются подготовительными и определяют настройку СЧПУ на определенный вид работы. Коды с адресом М являются вспомогательными и предназначены для управления режимами работы станка.
Например, если программист хочет, чтобы инструмент перемещался по прямой линии, он использует G01. А если необходимо произвести смену инструмента, то в программе обработки он указывает М06. Для управления многочисленными функциями станка с ЧПУ применяется довольно большое число различных кодов. Тем не менее, изучив набор основных G- и М-кодов, вы легко сможете создать управляющую программу. В таблице 1 приведен список базовых кодов, которые мы подробно рассмотрим в этой и последующих главах. Ниже вы найдете подробное описание всех стандартных кодов и примеры их использования.
Таблица 1. Базовые коды программирования обработки
| Код (функция) | Назначение и пример кадра с кодом |
| Осевое перемещение | |
| G00 | Ускоренный ход – перемещение на очень высокой скорости в указанную точку G00X10. Y20.Z25 |
| G01 | Линейная интерполяция – перемещение по прямой линии на указанной скорости подачи G01 X10.Y20. F100 |
| G02 | Круговая интерполяция – перемещение по дуге по часовой стрелке на указанной скорости подачи G02X10.Y20. R10. F100 |
| G03 | Круговая интерполяция – перемещение по дуге против часовой стрелки на указанной скорости подачи G03X10.Y20. R10. F100 |
| Настройка | |
| G20 | Ввод дюймовых данных G20 G00X10.Y20 |
| G21 | Ввод метрических данных G21 G00X10.Y20 |
| G90 | Абсолютное позиционирование – все координаты отсчитываются от постоянной нулевой точки G90 G00X10.Y20 |
| G91 | Относительное позиционирование – все координаты отсчитываются от предыдущей позиции G91 G00X10.Y20 |
| Обработка отверстий | |
| G81 | Цикл сверления G81 X10.Y20. Z-5. F30 |
| G82 | Цикл сверления с задержкой на дне отверстия G82X10. Y20. Z-5. R1. Р2. F30 |
| G83 | Прерывистый цикл сверления G83 Х10. Y20. Z-5. Q0.25 R1. F30 |
| G85 | Цикл растачивания отверстия G85X10. Y20. Z-5. F30 |
| Вспомогательные коды (функции) | |
| M00 | Запрограммированный останов – выполнение программы временно прекращается |
| М01 | Запрограммированный останов по выбору – выполнение программы временно прекращается, если активирован режим останова по выбору |
| M03 | Прямое вращение шпинделя – шпиндель вращается по часовой стрелке |
| М04 | Обратное вращение шпинделя – шпиндель вращается против часовой стрелки |
| М05 | Останов шпинделя |
| М06 | Автоматическая смена инструмента М06 Т02 |
| М08 | Включение подачи охлаждающей жидкости |
| М09 | Выключение подачи охлаждающей жидкости |
| М30 | Конец программы, перевод курсора к началу программы |
Целесообразность применения
Когда, в условиях производства, выгодно приобретать оборудование с программным управлением?
- Деталь стоит очень дорого (вал или лопатки турбин, авиационные запчасти, детали медицинского оборудования), а значит, нужно исключить саму вероятность ошибки.
- Изделия выпускаются серийными партиями.

- Деталь имеет сложную поверхность. Для ее механической обработки потребуется выполнить множество технологических операций.
- В процессе изготовления детали возможны небольшие изменения в ее конструкции. На станке ЧПУ изменения в управляющую программу можно внести сразу с пульта оператора агрегата.
- У детали маленький квалитет по допуску (первые 6 из 19). Если на станках установлено числовое программное управление, то допустимые отклонения в размерах изготавливаемой детали определяются дискретным шагом привода, который не превышает 3 мкм.
Сферы применения
По типу использования конечные переключатели принято подразделять на два типа:
- Защитные. Предназначены для защиты механизмов или работников от случайных или ошибочных действий. К примеру, шахтный лифт не начнет двигаться до той поры, пока не закроются двери.
- Функциональные. Используются для включения или выключения электрических устройств. Такие переключатели применяют, например, в холодильниках, где свет загорается при открывании дверей.
Концевые устройства используются во многих сферах:
- для управления бытовой техникой;
- в автомобилях;
- для встраивания в мебель;
- для решения производственных целей.

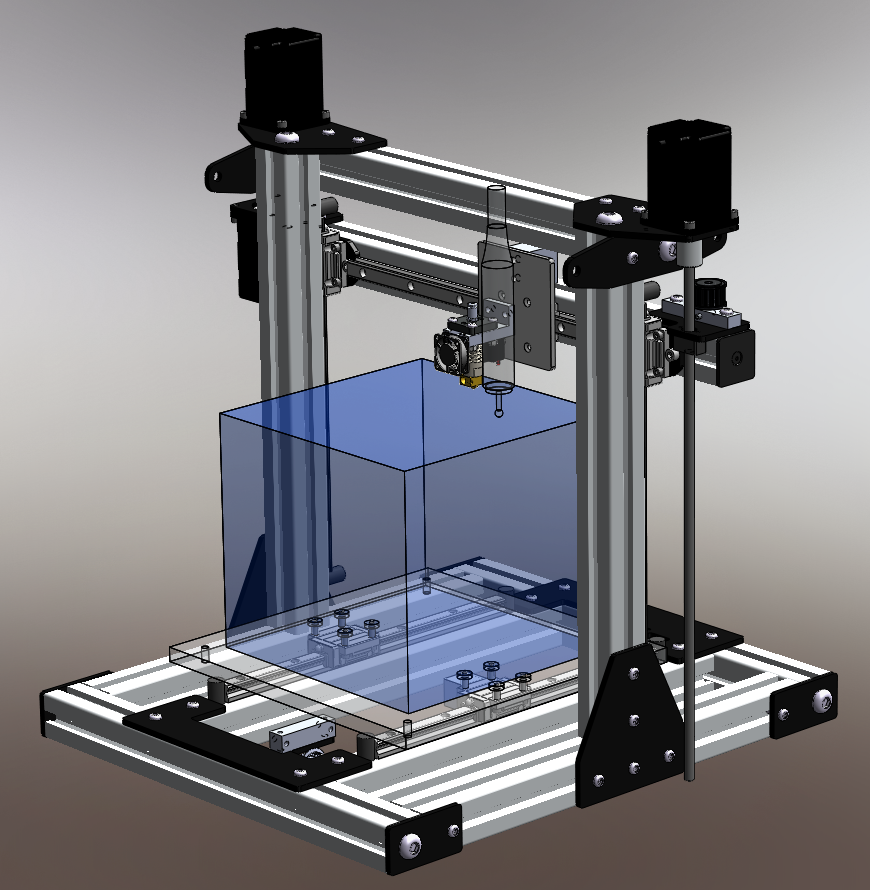
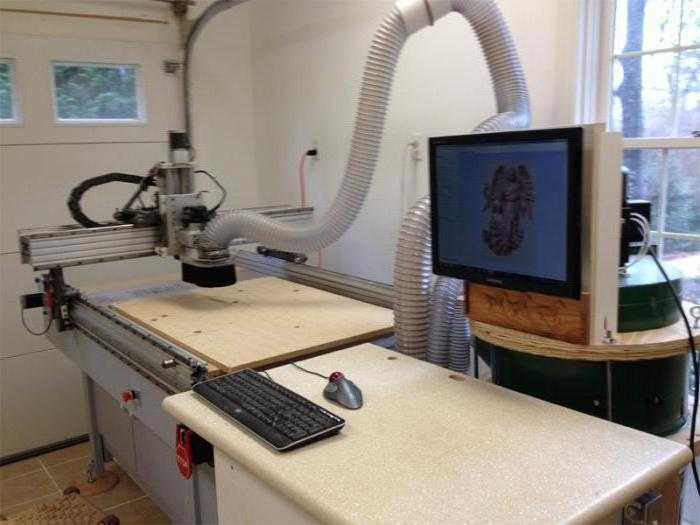
Настольные фрезерные станки для обработки различных материалов
Мини-станки с ЧПУ классифицируются согласно обрабатываемых материалов на:
- деревообрабатывающие;
- металлообрабатывающие;
- обрабатывающие стекло;
- обрабатывающие камень.
Деревообрабатывающие
Станки с ЧПУ по дереву – популярное оборудование для мебельных и столярных цехов, мастерских, производящих предметы интерьера, сувениры из дерева, фанеры, МДФ, полимеров. Чаще всего применяются бесконсольные агрегаты, имеющие небольшие рабочий стол и настольное пространство.
Работа начинается с закрепления детали, введения программы и тестового запуска, затем осуществляется обработка заготовки и коррекция программы при необходимости.
Мини-фрезеры могут иметь различные технические характеристики:
- максимальные размеры заготовки;
- мощность шпинделя;
- наличие стружкоотсоса и охлаждения рабочей части;
- типы ЧПУ.
С помощью фрезерного оборудования с ЧПУ выполняются работы по обработке и резьбе по дереву, изготовлению печатных плат, мебельных фасадов, раскрою ДСП и МДФ, фрезеровке и гравировке. Станки для изготовления корпусной мебели имеют большие размеры области фрезерования, чем другие разновидности. Это связано с более внушительной площадью деталей.
Для обработки металла
Настольные программируемые фрезеры применяются в авторемонтных мастерских, на мелкосерийных производствах по изготовлению небольших металлоизделий и механизмов, для создания элементов декора из стали разных типов, сплавов и чугуна.
С помощью настольного программируемого фрезерного станка можно обрабатывать плоские, цилиндрические и конические заготовки с высокой точностью.
Специализированные агрегаты выполняют следующие работы:
- фрезерные;
- фрезерно-сверлильные;
- фрезерно-токарные;
- фрезерно-шлифовочные.
Характеризуются более прочной конструкцией и большей мощностью режущего инструмента по сравнению с предназначенными для деревообработки агрегатами. Предусмотрено охлаждение обрабатываемой поверхности водой или маслом. Это уменьшает износ фрезы и препятствует ее заклиниванию. Стружка часто удаляется с помощью встроенного промышленного пылесоса.





По обработке стекла и камня
Основное отличие стеклообрабатывающего оборудования от фрезеров по металлу в том, что применяется режущий инструмент из высокопрочных материалов или с покрытием из корунда, алмазной крошки. В область контакта стекла с фрезой обязательно подается охлаждающая жидкость, которая дополнительно очищает поверхность и воздух от стеклянной пыли. Это предохраняет оператора агрегата от вдыхания вредных веществ. Такие мини-станки используются также для обработки поликарбоната и оргстекла.
Создание барельефа на тяжеловесных плитах из бетона, гранита, мрамора, песчаника и искусственных каменных заготовках с добавкой полимера возможно на специальных станках. Они предназначены для работы с твердыми материалами, большой площадью и повышенной массой деталей. Очистка и устранение отработанных материалов обеспечивается постоянной циркуляцией воды и пылесосом.
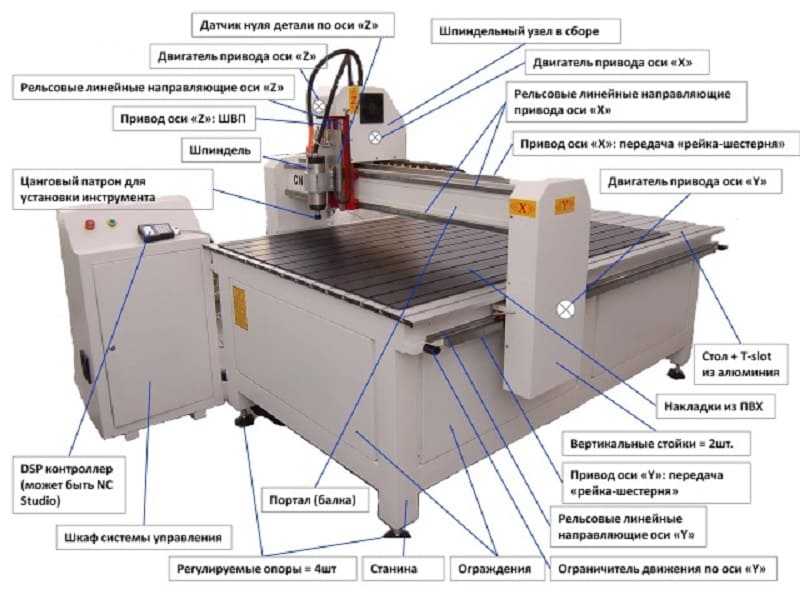
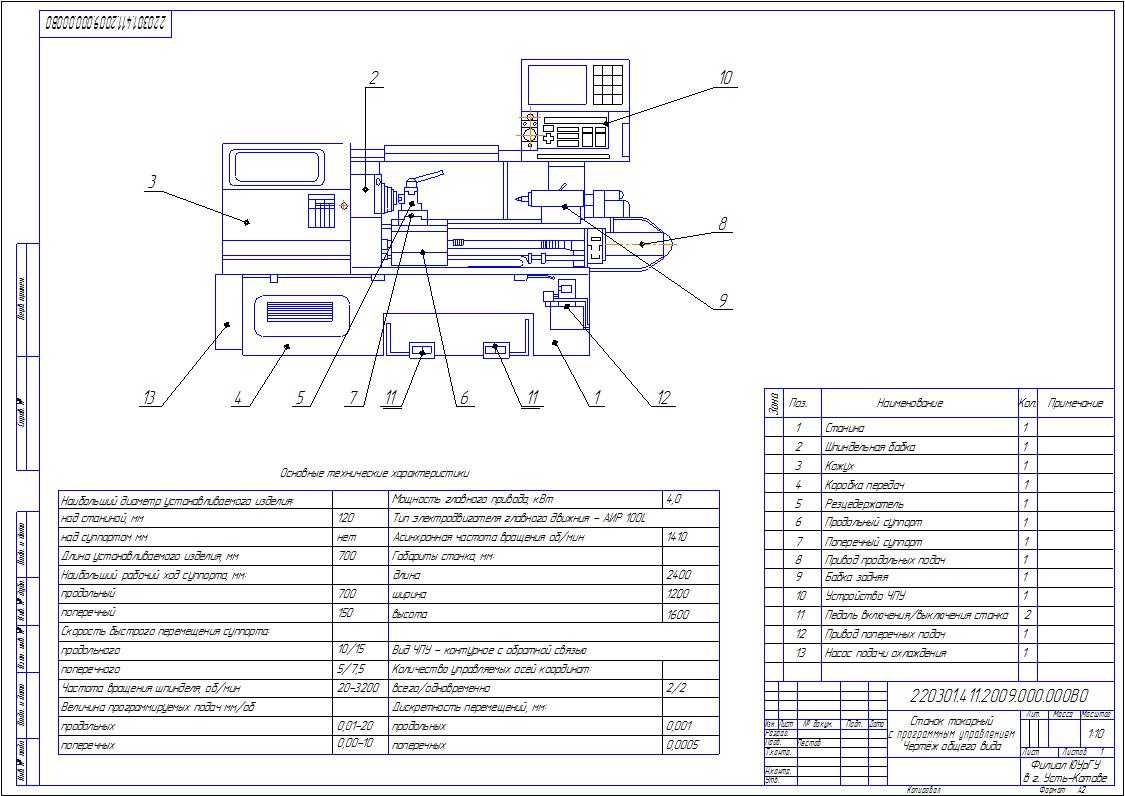
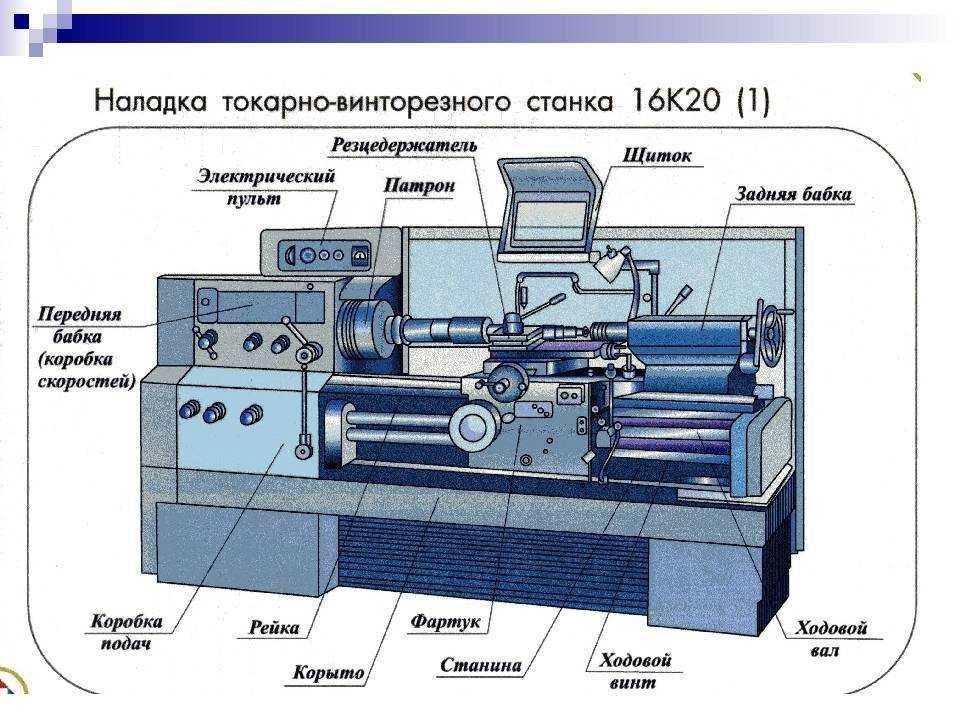
Конструкция
Вне зависимости от разновидности модели, ее основные элементы остаются прежними:
- Станина. Простыми словами – это крепкий и надежный стол, который выдерживает большую массу, вибрации, но при этом остается неподвижным и удобным для использования. При крупном весе изделий рекомендовано крепить ножки на бетонном основании.
- Бабка. Это узел, который можно назвать рабочей зоной. Он отвечает за поддержание и перемещение изготавливаемой продукции. Всего их две – передняя и задняя. В первой располагается движок (под ней), переключение скоростей и шпиндель – он отвечает за вращение. Во второй – только фиксирующие элементы.
- Суппорт – подвижная часть, отвечающая за перемещение резца в нескольких плоскостях. Также здесь установлены крепкие зажимы, позволяющие фиксировать инструмент.
Ко вспомогательным устройствам можно отнести сам пульт управления. Его задача – программирование токарных станков с ЧПУ, на разных моделях работа с ним отличается в деталях, но суть остается прежней. С его помощью осуществляется распределение задач на все подвижные узлы оборудования, то есть на вращающиеся шпиндели (скорость, направление) и на суппорт. Встроенное компьютеризированное устройство самостоятельно выбирает последовательность действий, максимально возможную скорость металлообработки и контролирует процесс.
Еще одна вспомогательная система – СОЖ. Это поставка смазочно-охлаждающей жидкости в рабочую зону, а также удаление возникающей в ходе работы металлической стружки.
С такими машинами можно достичь высокой степени автоматизации. Действия оператора являются фактически факультативной.
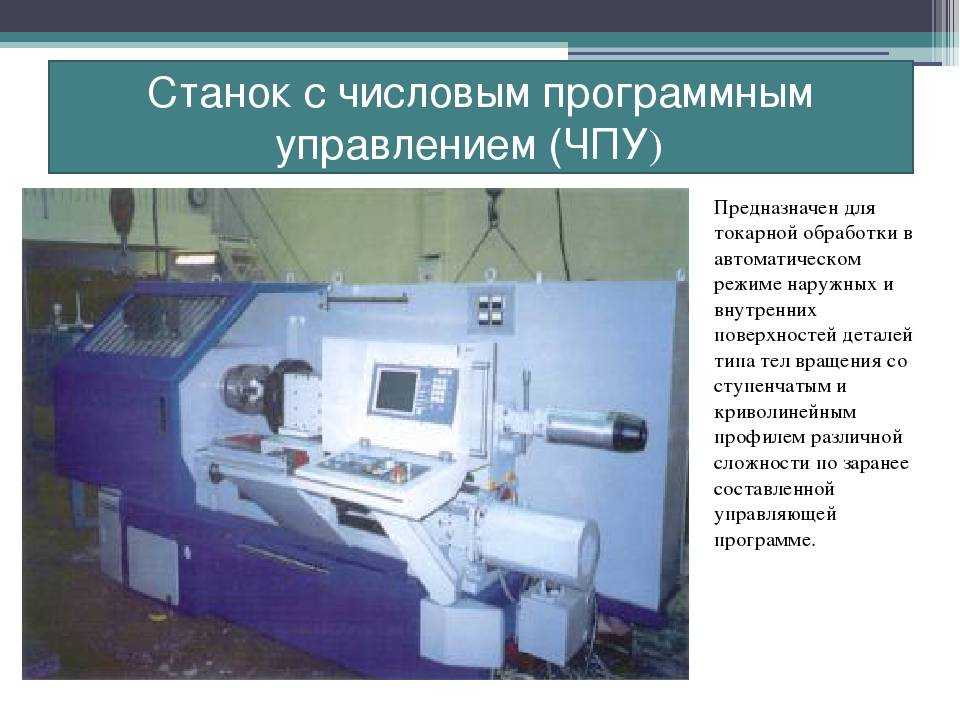
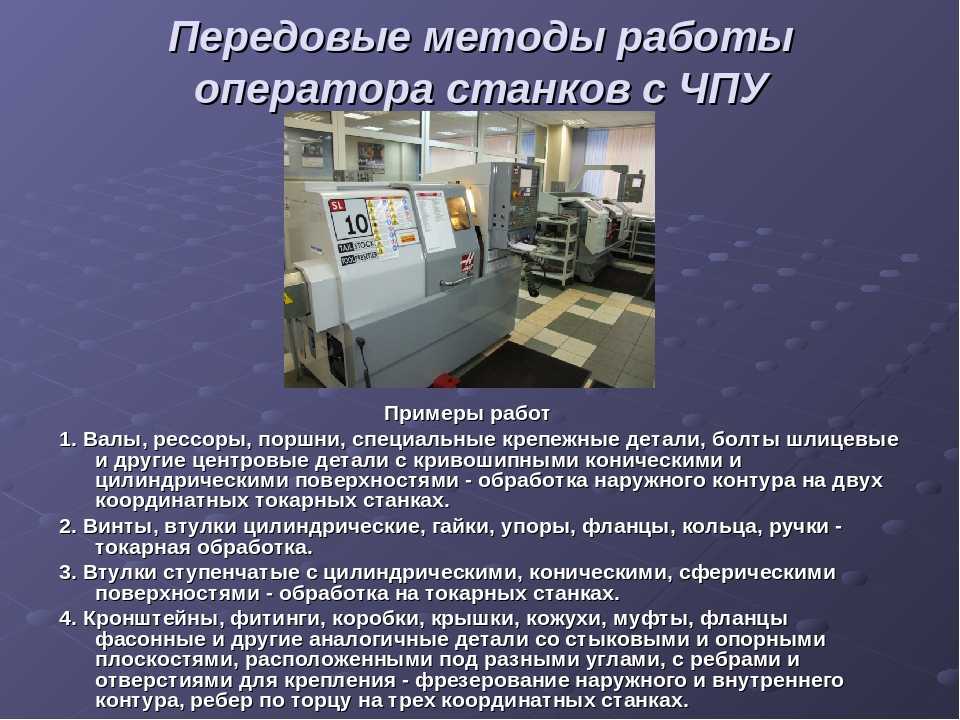
Где применяются такие системы
Станки с числовым ПУ могут применяться в разных сферах промышленности. Они повышают производительность предприятия, благоприятно влияют на качество выпускаемой продукции.
Сегодня такие устройства используются на предприятиях, занимающихся обработкой:
- древесины/древесных плит;
- пластика;
- камней;
- ювелирных изделий и другой сложной металлической продукции.

С помощью таких станков можно сверлить, распиливать и гравировать заготовку. Кроме того, они позволяют проводить фрезерование и лазерную резку. Некоторые агрегаты способны совмещать разные типы обработки заготовок. Такие устройства называются обрабатывающими центрами, в основе которых лежит ЧПУ.
Как правильно выбирать фрезерный станок
Выбирать фрезерный станок, оснащенный ЧПУ, следует не по рекламному видео, а по функциональным возможностям такого оборудования и его техническим характеристикам. Руководствоваться в данных ситуациях необходимо следующими критериями:
- тип станка, который необходим для выполнения определенных задач;
- преимущества и недостатки определенных моделей;
- размеры рабочего стола;
- наличие в конструкции Т-образного паза, который способствует более удобному закреплению заготовки;
- напряжение, необходимое для работы станка с ЧПУ;
- функциональные возможности;
- настольные, мини или профессиональные;
- гарантийные обязательства, которые предоставляет производитель.
Универсальный фрезерный станок
(Рис. 4) Данный вид станков используется для изготовления деталей методом фрезерования в мелкосерийном производстве, в инструментальных цехах и небольших ремонтно-механических мастерских. Применяется для обработки вертикальных и горизонтальных плоскостей, моделей штампов, спиралей и т. д.
Коробка скоростей и шпиндельный узел размещены внутри станины вместе с основными узлами оборудования. Консоль передвигается по вертикальным направляющим, а по консольным направляющим перемещаются салазки с поворотным устройством, на котором располагается специальный стол, он в свою очередь, перемещается в горизонтальной плоскости под разными углами относительно оси шпинделя. Благодаря конструкционным особенностям, производимые работы выполняются быстро и качественно.
Некоторые модели: XW6136, X6436, XN6336C, PROMA FVV-30, Optimum MF1 Vario.
Что запускает концевой выключатель?
Концевые выключатели приводятся в действие физической силой, приложенной к приводу выключателя машинным оборудованием. Кулачки, соединенные с приводом вал легко активировать переключатель.
Когда продукт вступает в физический контакт с приводом концевого выключателя, это физическое прикосновение преобразуется в электрический сигнал, который активирует или деактивирует электрическую цепь внутри переключателя. По мере удаления продукта привод и переключатель возвращаются в нормальное положение.
Применяются различные типы исполнительных механизмов. Концевые выключатели в зависимости от различных приложений. Приводы в основном выбираются с учетом определенных факторов, таких как расстояние перемещения, форма, скорость, направление части машины, используемой для срабатывания концевого выключателя. Основными типами приводов являются гибкий шток, плунжер и роликовый рычаг.
Функция концевого выключателя, источник изображения: omron.com
Принцип работы фрезерных станков
Фрезерное оборудование позволяет осуществлять различные технологические операции: резку, сверление, расчет расстояний между отверстиями, которые необходимо выполнять, а также ряд других. В качестве материалов, которые можно обрабатывать на таком оборудовании, могут выступать:
- древесина;
- черные, а также цветные металлы;
- керамика;
- полимерные материалы;
- природный и искусственный камень.
Заготовки закрепляются на рабочем столе, а их обработка выполняется за счет вращающейся фрезы, которая и режет материал.
Станок с ЧПУ обрабатывает металлическую заготовку
Фрезерные станки, оснащенные ЧПУ, выпускаются в различном конструктивном исполнении.
Консольного типа:
- модели, обладающие широкой универсальностью;
- горизонтального типа;
- вертикального типа.
Бесконсольной конструкции:
- вертикальные;
- горизонтальные.
Самыми популярными и, соответственно, распространенными являются фрезерные станки с ЧПУ консольного типа. На консоль закрепляется обрабатываемая заготовка, и именно этот рабочий орган совершает движения по отношению к режущему инструменту. Сам шпиндель такого станка не движется, он жестко зафиксирован в одной позиции.




Обработка на фрезерных станках бесконсольного типа осуществляется за счет того, что перемещаться в них может как рабочий стол, который движется в двух направлениях, так и шпиндель, способный изменять свою позицию в вертикальной плоскости, а также во всех остальных направлениях.
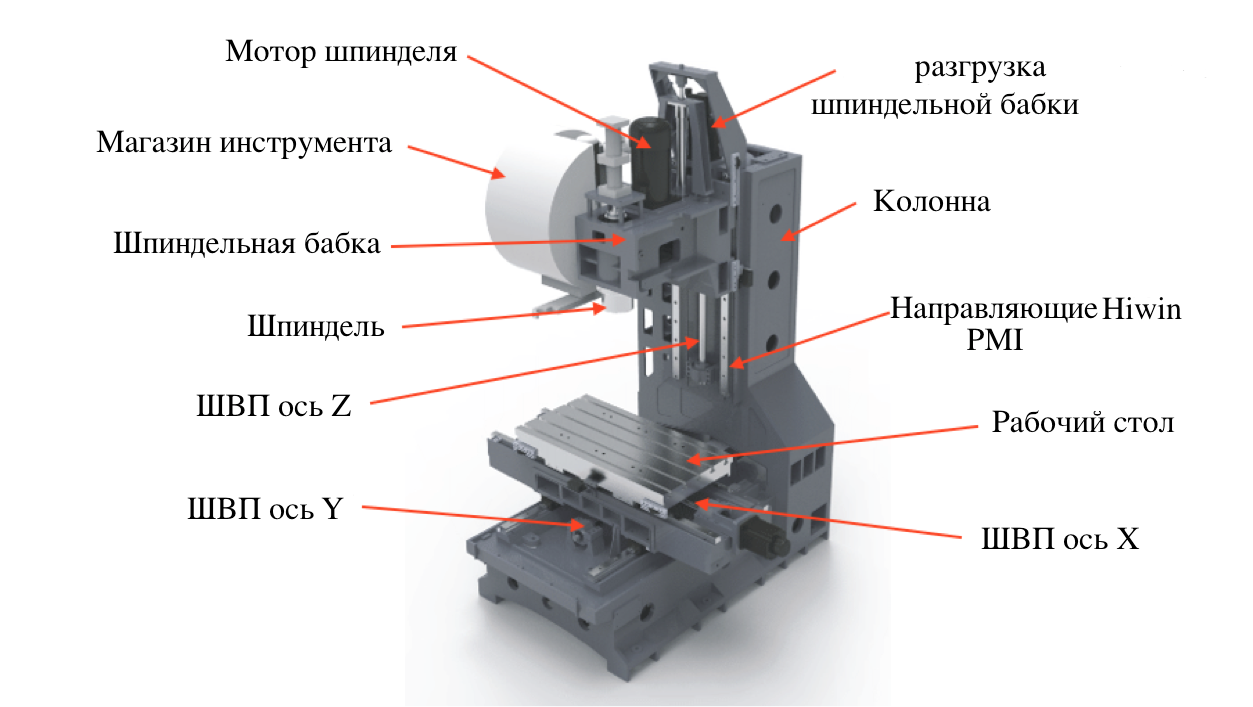
Основные узлы фрезерного станка с ЧПУ
Станок фрезерной группы с ЧПУ автоматически выполняет операции, информация о которых предварительно записана на один из носителей. Программы, которые управляют его работой, могут быть нескольких типов.
- Позиционные, предполагающие фиксацию координат конечных точек, по которым и выполняется обработка заготовки. Такое программы используются для управления станками сверлильной и расточной группы.
- Контурные, управляющие траекторией обработки заготовки. Они используются для управления станками круглошлифовальной группы.
- Комбинированные, которые объединяют в себе возможности программ контурного и позиционного типа. Такими программами управляются станки, относящиеся к многоцелевой категории.
- Многоконтурные. С их помощью можно управлять всеми функциональными возможностями станка, они являются самыми сложным типом ПО. При помощи таких программ обеспечивается управление широкоформатным оборудованием.
Фрезерные станки, оснащенные ЧПУ, обладают целым рядом значимых преимуществ:
- позволяют увеличить производительность обработки в 2–3 раза;
- дают возможность изготавливать детали с высокой точностью;
- минимизируют объем ручного труда, что позволяет уменьшить штат обслуживающего персонала;
- сокращают время, необходимое для подготовки заготовок;
- минимизируют время обработки деталей.
Характеристика
Особенность работы на таком оборудовании состоит в том, что все действия производятся с точностью и минимальным влиянием человека. Это обусловлено факторами:
- В основном ЧПУ-оборудование располагают вертикально, потому что так оно занимает меньше места, стружка (металлическая, деревянная, пластмассовая) легче удаляется с рабочей поверхности, меньше риск засорения, а также проще под углом производить манипуляции над габаритными изделиями, которые сложно погружать на горизонтальную столешницу.
- Несущие конструктивные части создаются из очень крепких веществ, металлических сплавов, которые дополнительно укрепляются ребрами жесткости. Такая необходимость выходит из-за возможности длительной непрерывной эксплуатации с тяжеловесными заготовками.
- Токарный вид станка с ЧПУ обычно оснащается автоматическим сменным магазином с резцами и наконечниками, которые меняются сами по ходу износа или в момент смены нужного инструмента.
Маркировка
На каждом устройстве есть обозначение, состоящее из цифр и букв. Оно может быть нанесено краской, но чаще делается гравировка. По данной совокупности знаков можно узнать подробную информацию о технических характеристиках изделия. Все устройства подвергаются маркированию по одному типу, поэтому токарные установки отличаются в основном первым числом.
Что обозначают цифры:
- Первая – группу (по типу деятельности, то есть фрезерное, сверлильное или иное назначение).
- Вторая – подтип. Это более конкретное описание технических характеристик, например, уровень автоматизации, направление движения и пр.
- Третья и четвертая – дополнительные черты.
Буква приписывается не всегда и не везде. Ее наличие говорит о модернизации стандартного устройства токарного станка с ЧПУ. Например, в самом конце стоит класс точности. Это может быть следующее буквенное обозначение:
- Н – нормальный.
- В – высокий.
- С – особо точный.
Также может быть указание на тип пульта управления. К примеру, буква «Ц» обозначает цифровую модификацию.
Иногда можно увидеть аббревиатуры самых популярных заводов, например, МШ – это московский шлифовальный.
Предоставим информацию в виде изображения, чтобы наглядно показать расположение всех знаков: