Преимущества использования
Как и любое другое оборудование, эти аппараты имеют в работе плюсы и минусы. Не подвергающимся сомнению плюсами является то, что:
- получившиеся во время работы изделия отличаются высокой прочностью;
- используя станок, можно согнуть лист под углом без образования какого-либо шва на заготовке;
- практически исключено образование коррозию сгиба;
- гибочные станки позволяют создавать цельную металлическую конструкцию.
Таким образом, можно создавать продукцию самого высокого уровня качества и не опасаться, что она будет иметь те или иные изъяны или будет подвержена неблагоприятному воздействию.
Принцип работы
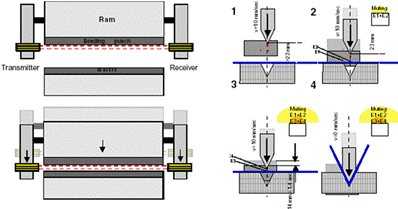
Принцип, по которому работает листогибочный пресс, оснащенный гидравлическим приводом, является достаточно простым, но тем не менее обеспечивает как высокую производительность технологических операций, так и их безопасность.

На нижней балке пресса размещается матрица
Процесс гибки заготовок из листового металла при использовании станка данной категории выполняется в следующей последовательности:
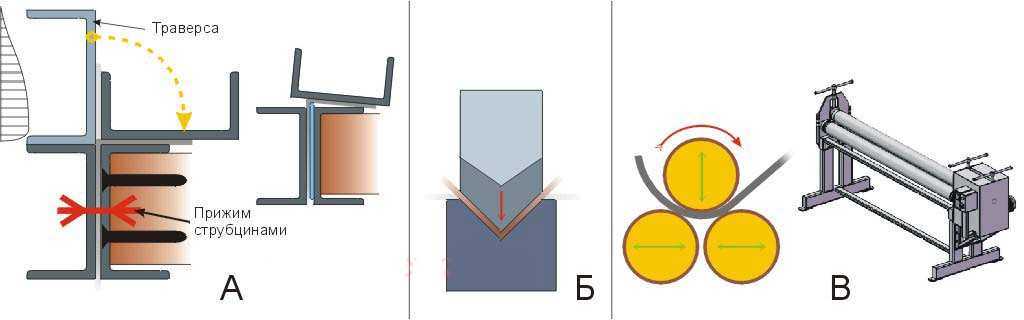
Траверсу пресса фиксируют в «мертвой точке» листогибочного оборудования, расположенной в его верхней части.
Для того чтобы траверса начала перемещаться сверху вниз с требуемой скоростью, задействуют ножную педаль или кнопку, с помощью которых осуществляется управление данным механизмом. До некоторого положения траверса двигается со скоростью свободного падения, которая выше, чем скорость, необходимая для выполнения гибки. Несмотря на такое определение, как такового свободного падения траверсы не происходит, каждое ее движение контролируется и управляется посредством соответствующей аппаратуры.
Когда траверса максимально приближается к поверхности обрабатываемой заготовки, балке сообщается рабочая скорость. Управление всеми перемещениями траверсы, а также рабочими режимами таких перемещений обеспечивает гидравлическая система листогибочного пресса, а за контроль над такими процессами отвечают аппаратные регулировочные средства или специальные датчики.
Траверса станка после сообщения ей рабочей скорости стремится к нижней «мертвой точке», после достижения которой она некоторое время выдерживается в таком положении
Выдержка траверсы в нижней «мертвой точке» необходима для того, чтобы обеспечить равномерную нагрузку на поверхность заготовки, которая подвергается процессу гибки.
Очень важно после окончания гибки заготовки начать поднимать траверсу с определенной скоростью, что оказывает не меньшее влияние на качество выполняемой обработки, чем сам процесс ее выполнения. Стадия технологического процесса гибки, на которой происходит подъем траверсы над поверхностью только что обработанной заготовки, носит название декомпрессии.
После окончания декомпрессии траверса с достаточно высокой скоростью возвращается в верхнюю «мертвую точку».
Оборудование отключается, и готовое изделие извлекается из зоны обработки.

Изгиб листа металла происходит под воздействием пуансона, закрепленного на верхней балке пресса
Технологический процесс гибки заготовки из листового металла, осуществляемый на листогибочном прессе, оснащенном дополнительными рабочими механизмами, может несколько отличаться от вышеописанной схемы, но в целом суть его остается неизменной.
Выполняя обработку заготовок на гидравлическом листогибочном станке, руководствуются несколькими основными параметрами как используемого оборудования, так и технологического процесса. К таким параметрам, в частности, относятся:
- рабочая длина используемого оборудования;
- усилие, которое рабочий орган пресса оказывает на обрабатываемую заготовку;
- производительность, с которой выполняется обработка.
Кроме основных, есть еще и ряд дополнительных параметров, которые также необходимо учитывать как при выборе пресса, так и при выполнении обработки. К таким параметрам относятся:
- расстояние между боковыми стойками станка;
- скорость, с которой выполняются рабочие операции;
- расстояние, на которое максимально может подниматься траверса и др.
https://youtube.com/watch?v=vJyw4grp4zQ
Дополнительные возможности
Траверса станка может иметь 2 системы контроля положения, располагаемые с разных сторон. Это дает возможность отслеживать даже сотые миллиметра угла отклонения от параллельности. Прогиб стола компенсируется электромеханическими узлами. Металлические листы удерживаются пневматикой, зажим же осуществляется гидравликой. Масло в баке охлаждается отдельной автоматической системой.

Для защиты от травм устанавливаются специальные лазерные датчики. Станок может остановиться за доли секунды. Эта система доказала свою эффективность, и многие производители уже не представляют современный станок без защиты рук оператора.
Принцип работы листогибов разного типа
Используя современное профильное оборудование, можно создавать из листовых заготовок изделия различных форм. При этом размеры заготовок можно задать заранее.
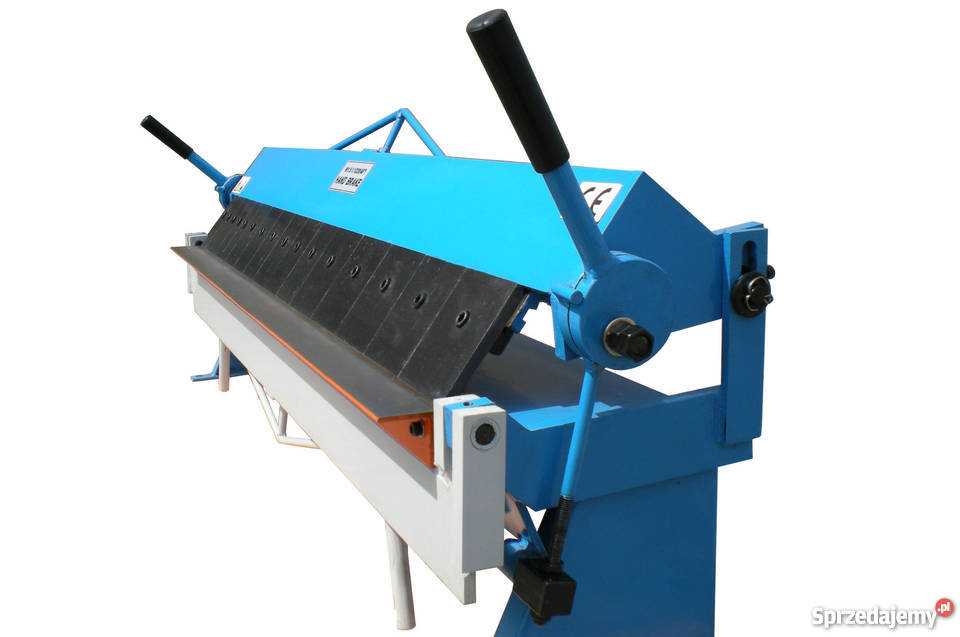
Ручные аппараты
Эти станки характеризуются максимальной толщиной, длиной сгиба и определяются глубиной подачи металла.
Принцип работы станка:
используемая для работы металлическая заготовка придавливается к столу за счёт специальной балки;
материал сгибается под нужным углом
Важно при этом учесть, что гиб подобного ручного агрегата должен иметь толщину примерно 2 мм.. Благодаря тому, что ручные станки имеют компактные размеры и очень мало весят, работать с ними можно не только в помещении цеха
Их применяют для обработки заготовок сразу же на строительном объекте или в другом помещении
Благодаря тому, что ручные станки имеют компактные размеры и очень мало весят, работать с ними можно не только в помещении цеха. Их применяют для обработки заготовок сразу же на строительном объекте или в другом помещении.
Гидравлическая техника
С её помощью можно значительно упростить процесс обработки металлических деталей. Они функционируют следующим образом:
- энергия образуется посредством жидкости, находящейся в установленном в станке цилиндре. Жидкость при помощи силы давления выталкивает из него плунжер. Он приводит в движение подвижную поперечину;
- заготовочный лист выгибается под давлением действующей на него силы упора.
Гидравлические листогибы в основном применяются для сгиба заготовок изделий по всей длине стола. Используют их и для особой вытяжки металла.
Использование гидравлических цилиндров делает работу их очень точной и слаженной. Благодаря такому свойству станки отличаются повышенным уровнем производительности. С их помощью легко контролируется показатель скорости передвижения ползуна и окончание его работы.
Области использования оборудования:
- изготовление доборных элементов (коньки, соединительные планки, ендовы, ветровые планки и другие элементы кровли);
- производство воздуховодов;
- крепление кровли;
- производство металлических профилей разных форм;
- изготовление всевозможных панелей и вывесок;
- проведение наружной отделки сооружений и работ внутри помещений.
Гидравлические устройства обладают более высоким уровнем производительности. С их помощью могут быть обработаны металлические заготовки, имеющие большую толщину, чем у заготовочных листов, подвергающихся обработке с помощью механических листогибов.


Электромеханические конструкции
Подобные станки имеют в своём составе довольно мощную станину, имеют гибочные балки, оснащённые поворотным механизмом. А также они содержат в своём составе работающие с помощью электропривода сегментную и автоматическую балки.
Помимо этого, электромеханические станки дооборудованы специальным очень удобным ножным управлением, облегчающим выполнение работы при его помощи.
Производятся электромеханические станки двух типов: сквозного и проходного. Это позволяет осуществлять на них работы по изготовлению нестандартных предметов, отличающихся разным уровнем высоты, длины или ширины.
На таких станках можно обрабатывать листы из алюминия, меди, оцинкованной стали и холоднокатаных листовых металлов до 2,5 мм толщиной и длиной почти до 3 метров.
С помощь электромеханических станков изготавливают козырьки, отливы, приспособления для вентилирования, элементы кровли, планки для фасадов и другую строительную продукцию.
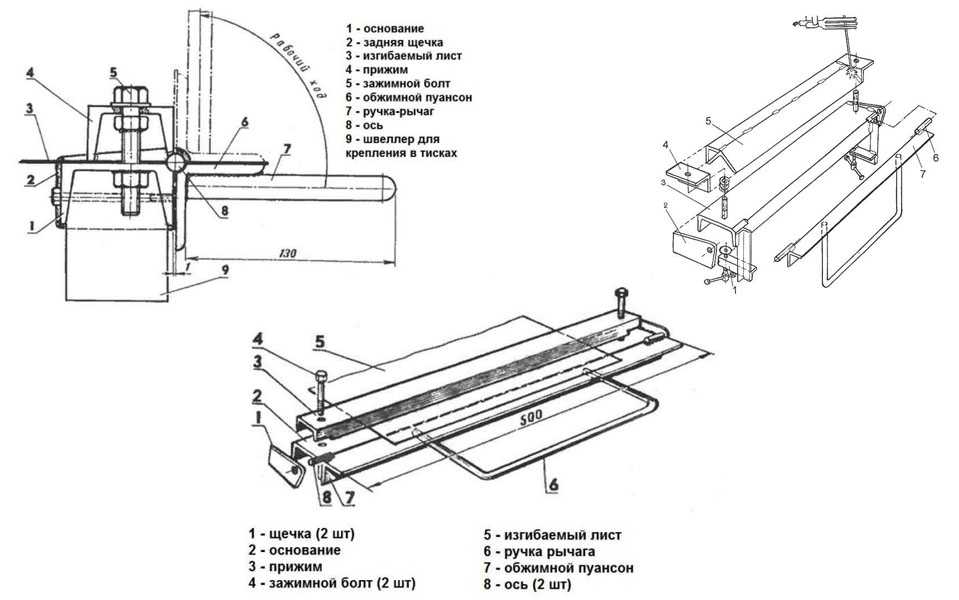
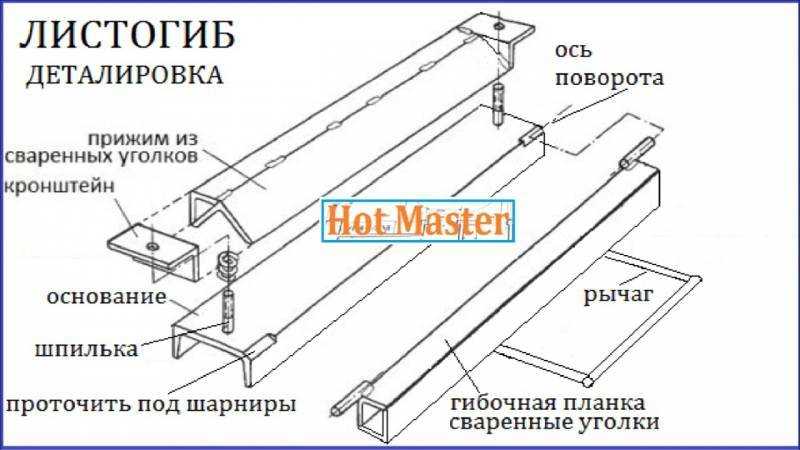
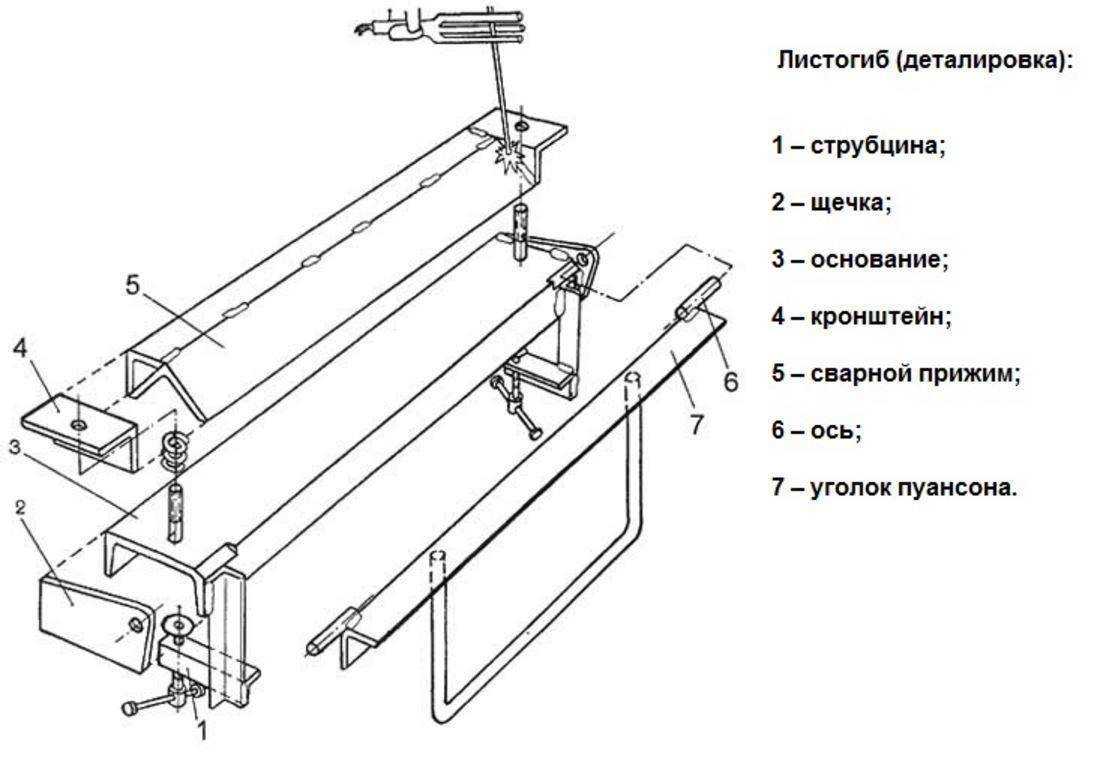
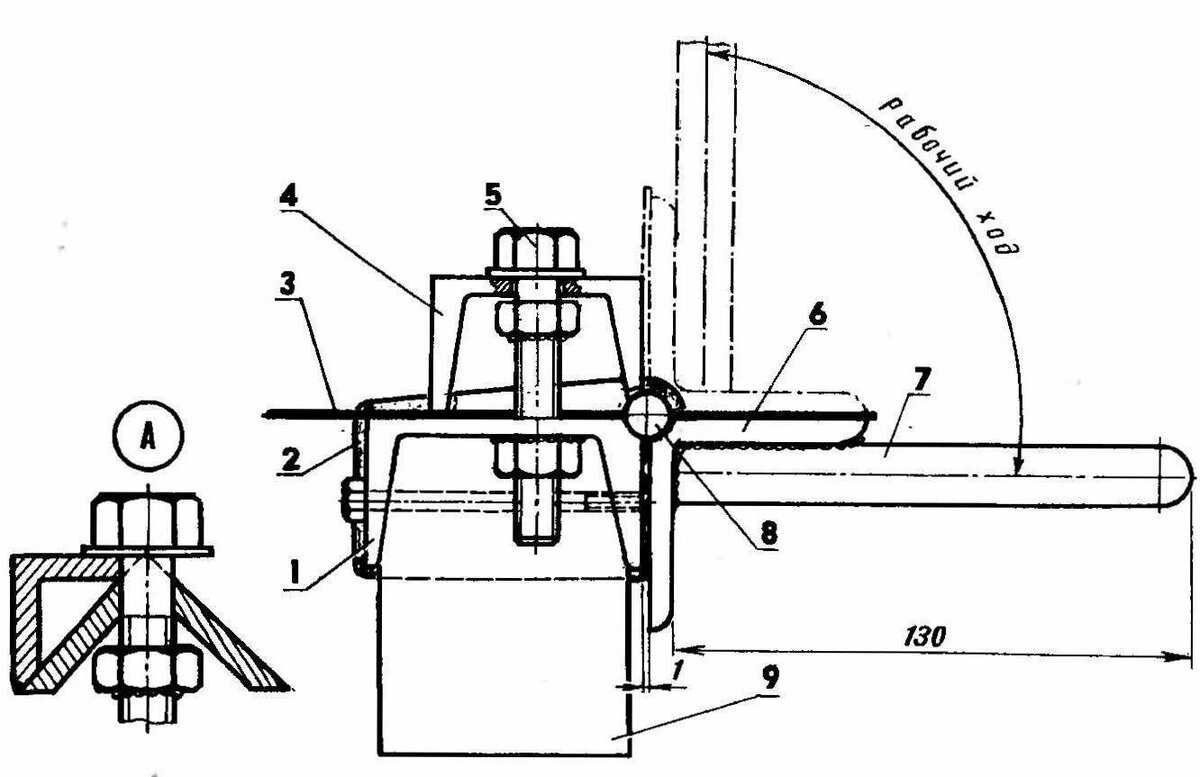
Листогибочный станок своими руками
Заводское электромеханическое приспособление для гибки металла стоит дорого, оно подходит для мастеров, постоянно занятых изготовлением заготовок из листа. Если выполняете данную технологическую операцию периодически, то подойдет самодельный листогибочный станок, сделанный из подручных материалов. Самым простым оборудованием является конструкция, состоящая из подвижной траверсы, способной без особых усилий изгибать листы на 90°.
Основные этапы изготовления самодельного листогиба:
- Для работы понадобится уголок 45 мм (два отрезка по 1 м), швеллер 80 мм (примерно 1 м), пара метров полосы шириной 40 мм, две крепкие металлические дверные петли.
- Выравниваем все срезы на заготовках.
- Ставим отметки на швеллере с обеих сторон от конца на 55 мм (половина длины петель).
- Укорачиваем уголки на 110 мм.
- Выполняем пазы на уголке и швеллере с обеих сторон в местах установки петель.
- Уголок, который будет служить прижимной траверсой, усиливаем с внутренней стороны металлической полосой при помощи сварки.
- Аналогично усиливаем упорный уголок.
- Привариваем петли, выставив предварительно зазор между будущей траверсой и швеллером 2 мм.
- Прихватываем упорный уголок на швеллере.
- Из остатков уголка мастерим прижимное приспособление.
- Привариваем кусочки уголка.
- Сверлим в уголках и швеллере отверстия под крепеж.
- На швеллере снизу привариваем гайки.
- Изготавливаем прижимные болты с ручкой.
- Из кусочков уголка привариваем к торцам швеллера деталь для крепления листогибочного станка к столешнице.
- Из трубы подходящего диаметра мастерим ручки и привариваем их под подходящим углом к траверсе.
- Проверяем листогиб в работе и осуществляем покраску.
Гидравлические
Гидравлический листогиб представляет собой пресс, приводной силой которого являются гидроцилиндры. Это мощное оборудование, чья гидравлика позволяет загибать ленточный и листовой металл толщиной до 6,5 мм на угол до 90 градусов. Сменные матрицы и пуансоны дают возможность делать загибы на углы меньшей величины. Если станок оснащён ЧПУ, то это позволяет контролировать рабочий процесс на всех его этапах.

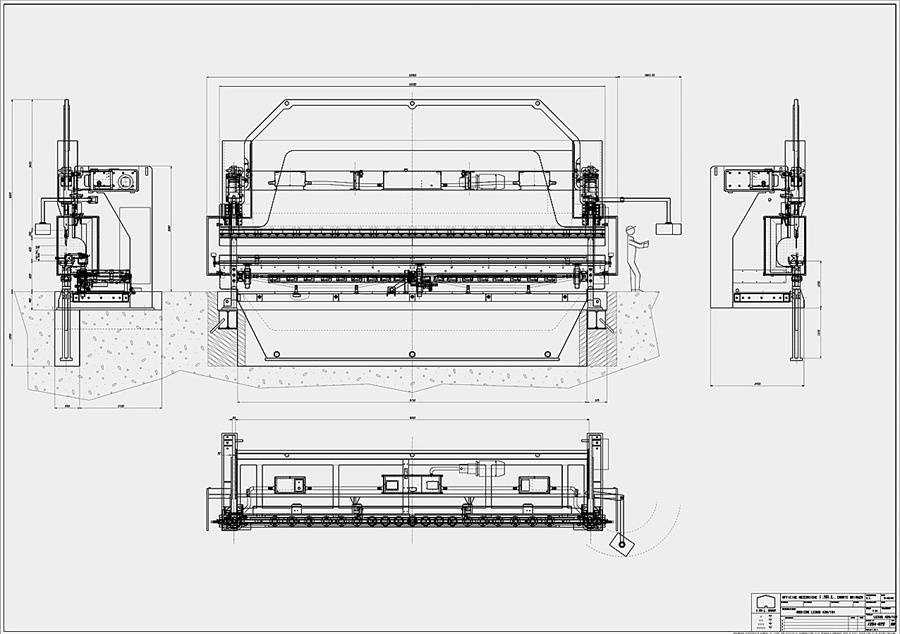
Массивные листогибы предназначены для эксплуатации в цехах промышленных предприятий. Особо крупные модели устанавливают на собственный, отдельно стоящий фундамент. На станках такого типа изготавливают стальные сегменты строительных конструкций в виде таких профилей, как швеллеры, уголки, П и Z-образного сечения.
Для выполнения работ важны такие характеристики станков, как рабочая длина заготовки, глубина её подачи и максимальный угол загиба. Ширина рабочей зоны у разных моделей может колебаться от 1 м до 4,5 м. Глубина подачи, как правило, не имеет ограничений.
Интересно. Гидравлические листогибы комплектуются дополнительным оборудованием – это навесной роликовый нож, жидкостный или простой угломер, ограничитель поворота траверсы, набор матриц и пуансонов и электроприводное фальц закаточное устройство догиба до 180.
Рабочий процесс гидравлического ЛГС
Алгоритм гиба довольно прост, не отягощённый сложностями, состоит из следующих действий:
-
траверсу с установленным пуансоном фиксируют в верхнем крайнем положении;
-
полосу металла надвигают на матрицу, закреплённую на рабочем столе;
-
пуансон и матрица подбираются исходя из толщины и конфигурации конечного изделия;
-
нажатием на педаль приводят в движение траверсу, которая опускается вниз, с установленной оператором скоростью;
-
пуансон продавливает заготовку по форме матрицы;
-
траверсу возвращают в первоначальное положение, а гтовое изделие снимают с рабочего стола.
Особенности работы
Усилия на верхнюю траверсу передаются двумя гидроцилиндрами. Для синхронизации их давления применяются два способа – это применение оптических датчиков-линеек или использование торсионного вала. Оптические линейки дают возможность налаживать станок при помощи ЧПУ, в то время для наладки синхронизации торсионным валом требуется механическая настройка соединительной муфты.
Поскольку сила давления на пуансон передаётся траверсой через боковые гидроцилиндры неравномерно, то усилие в центре рабочего стола меньше, чем по его краям. Из-за этого заготовка не будет ровно гнуться. Для устранения этой проблемы применяется система компенсации прогиба, которая распирает стол по центру тем самым, равномерно распределяет давление пуансона по всей длине заготовки.
Позиционирования стального листа для гибки осуществляется при помощи задних упоров. Их установка происходит по трём осям:
-
X – движение вперёд, назад;
-
R – движение вверх, вниз;
-
Z – движение влево, вправо.
Управление листогибочным процессом происходит с помощью контроллера с интерфейсом на дисплее. В зависимости от модели станки наделены различными возможностями в управлении гибочным процессом. Для фиксации пуансона и матрицы применяется система быстрой смены инструмента, обеспечивающая быструю переналадку станка.
Обратите внимание. Управление листогибочным прессом осуществляется ЧПУ
Через интерфейс оператор заносит чертежи пуансонов и матриц, чертёж и параметры готового изделия. Система ЧПУ сама рассчитывает все необходимые параметры работы пресса и визуализирует 3 D процесс гибки.



Преимущества гидравлических ЛГС
При всём различии технических характеристик все модели станков, оснащённых гидравликой, объединяют следующие достоинства:
-
компактное размещение гидравлической установки;
-
быстрая переналадка оборудование под новые рабочие параметры;
-
высокое качество гиба за счёт автоматической регулировки равномерного распределения силы давления по всей длине заготовки;
-
программирование всех заданных параметров технологического процесса гибки;
-
мощный задний упор с трёхмерной регулировкой.
Наибольшей популярностью на рынке России пользуются гидравлические ЛГС португальской фирмы Adria и польского производителя MetallMaster.
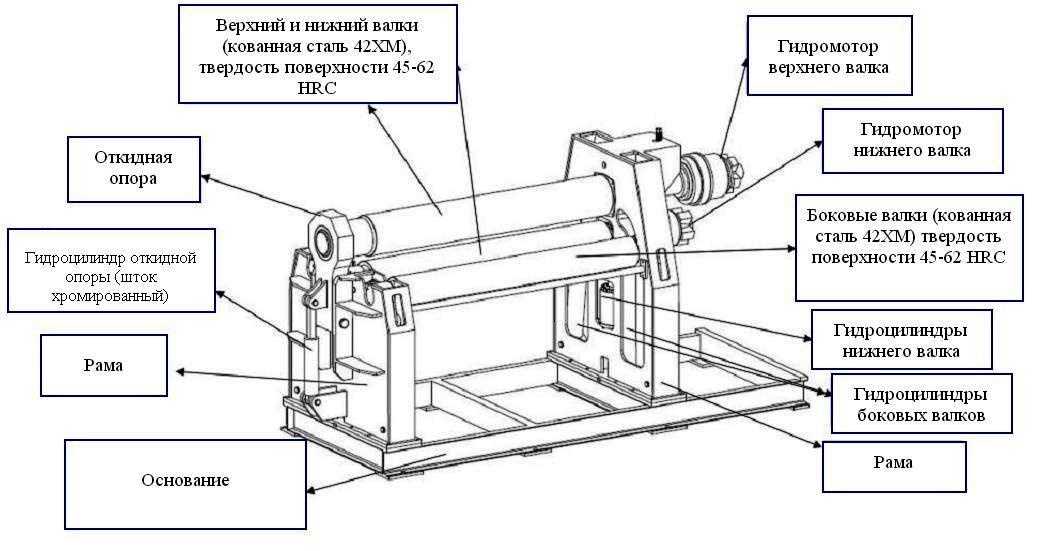
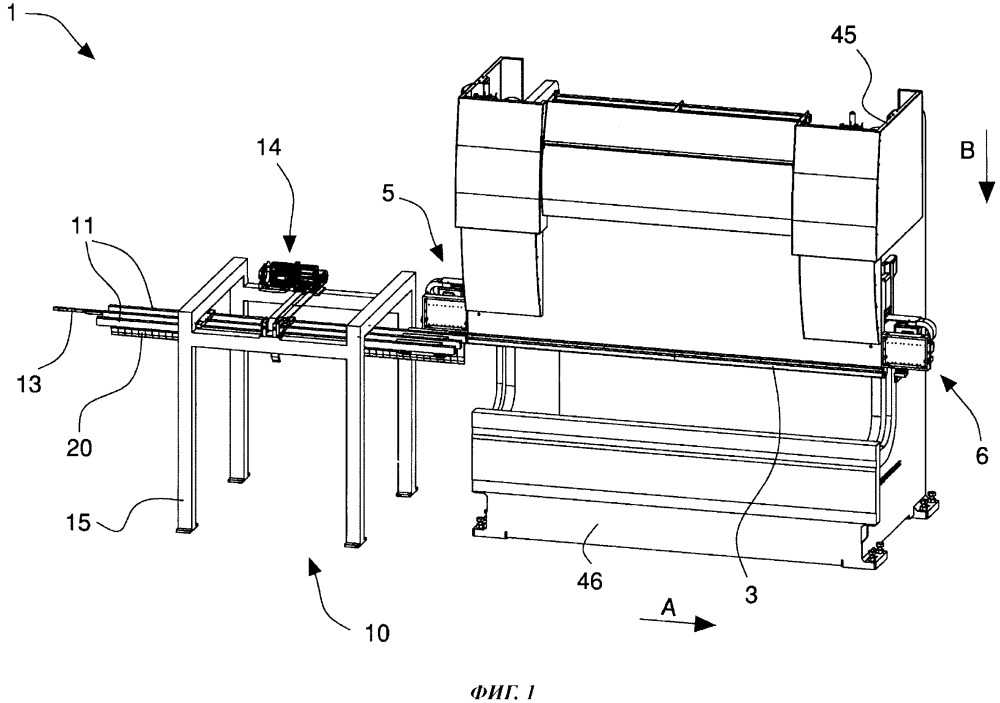
Конструкция и принцип работы
Механическая часть пресса состоит из следующих компонентов:
- станины, которая обеспечивает устойчивость станка, удерживает его от раскачивания;
- инструмента для гибки заготовок;
- сервомоторов, приводящих оборудование в движение;
- гидравлических приводов;
- направляющих для перемещения рабочего инструмента.
Также в конструкции предусмотрена защита оператора от травм:
- электронные датчики, которые в реальном времени определяют параметры работы станка;
- стальной щиток для исключения контакта заготовки с оператором при работе пресса;
- электронное регулирование положения детали на рабочем столе;
- индикатор, позволяющий контролировать процесс гибки.
В компьютерную программу станков с ЧПУ вносятся изменения на основе размеров рабочего инструмента, производится переналадка. Достаточно один раз выполнить настройку, а в дальнейшем достаточно только загружать нужные программы. Количество записанных программ зависит от объёма памяти.
Станины в оборудовании бывают следующих видов:
- С-образная. Используется для размещения различного оборудования, обслуживания пресса. Имеет широкую рабочую зону, за которой расположен карман. Конструкция не выдерживает перегрузок (деформируется).
- О-образная. Отличается высокой прочностью, стойкостью к перегрузкам. Готовые детали сложно доставать. Установка вспомогательного оборудования на неё невозможна.
Принцип работы следующий:
- В верхней части пресса крепят траверсу.
- При выполнении программы траверса перемещается вдоль вертикальных осей с заданной скоростью для гибки конкретного металла определённой толщины.
- При сближении с заготовкой скорость перемещения траверсы увеличивается до рабочей при помощи гидравлики. ЧПУ контролирует параметры датчиков и отвечает за весь процесс гибки.
- По достижению нижней точки траверса останавливается, остаётся некоторое время в такой позиции. Длительность сжатия позволяет придать окончательную форму заготовке.
- Начинается стадия декомпрессии: траверса перемещается вверх после прессовки. Скорость определяется технологическим процессом.
- После декомпрессии скорость передвижения пресса увеличивается до момента достижения верхней точки.
- Для снятия заготовки оборудование отключается. На автоматизированных линиях деталь снимается автоматически, а затем загружается новая заготовка.

Листогиб с ЧПУ
Листогибочные станки с ЧПУ
Главная страница » Оборудование — станки листогибочные
Листогибочные станки, оснащённые комплексом числового программного управления (ЧПУ), обеспечивают высокое качество деформации металла. Достигается это определённым алгоритмом действий, который определяется заложенной в ЧПУ программой. Аппаратно-программный комплекс имеет в своём составе контроллеры и управляющую консоль. Это позволяет значительно снизить возможность брака, так как гиб листа металла выполняется с первого раза. Сенсорный экран позволяет отслеживать ход изгиба на всех этапах. Оператор, осуществляющий управление комплексом, имеет возможность задавать и отслеживать точность и правильность выполняемых операций.
Принцип действия листогибочного станка с ЧПУ
Действие листогибочных станков с ЧПУ разного типа, принципиально, ничем не отличается. На нашем сайте о функциональности подобного оборудования мы рассказали в статье «Листогибочный гидравлический станок». Нужно лишь подчеркнуть, что без компьютера, используя лишь традиционно применяемые в механике системы зубчатых колёс, не удалось бы достичь такой высокой синхронности и точности в работе отдельных узлов. И, как следствие, столь высоких показателей производительности труда и качества готовой продукции.

Листогиб «DURMA ADR-25100».
Особенности и преимущества перед другими видами листогибов
Кроме преимуществ, названных в указанной выше статье, следует выделить два других достоинства применения ЧПУ на этом виде оборудования:
- высокая травмозащищённость;
- быстрая настройка оборудования.
Травмозащищённость
Травмозащищённость обеспечивается системой безопасности, которая служит для защиты обслуживающего персонала.
К обязательным механическим атрибутам системы относятся различные ограждения (сетки, чехлы и т. п.) и некоторые механические приспособления. Например, привести станок в движение (начало опускания вниз траверсы со скоростью «свободного падения») возможно, только нажав, одновременно, две разнесённые друг от друга (на ширину размаха рук) кнопки «Пуск». При этом обе руки будут заняты, и возможность травмы станет невозможна. «Умельцы» (чаще всего настройщики оборудования), с целью снижения трудоёмкости, одну кнопку чем-нибудь фиксировали и часто получали травму кисти руки.
Внедрение ЧПУ сделало невозможным применение этого «изобретения». Произошло это благодаря разработке устройства лазерного контроля, которое проверяет, в процессе работы, наличие посторонних предметов (в том числе и руки человека) в рабочей зоне листогиба.
Устройство работает следующим образом. Лазерные лучи образуют «контрольную плоскость» на расстоянии 3…5 мм от рабочего инструмента. Если при движении траверсы вниз в «контрольной зоне» оказывается какой-либо предмет и хотя бы один луч будет пересечён, то система безопасности немедленно остановит балку и весь станок.

Листогиб «PUMA 400-40».
Быстрая настройка оборудования
В компьютере ЧПУ организация производственного процесса осуществляется рабочей программой. Все необходимые для обработки деталей параметры вносятся в виде переменных данных, которые основная программа использует для настройки в каждом конкретном случае.
Таким образом, перенастройка станка заключается для оператора в смене жёстких дисков и загрузке их с пульта управления. Только при переходе на другое изделие, когда требуется замена пуансона и матрицы, к работе приступает настройщик оборудования.
«Минусы» использования листогибов с ЧПУ
Минусов два:
- высокая стоимость оборудования — она увеличивается на стоимость «электронных мозгов»;
- требуется широкообразованный персонал. Оператор должен не только хорошо знать металлообработку, но и быть «на ты» с компьютерной техникой.

Листогиб «TURBObend-rung-01».
Популярные модели
Наиболее популярными являются следующие модели листогибочных станков с ЧПУ:
- листогибочный станок бренда «DURMA» модель «ADR-25100»;
- листогиб бренда «TURBOBEND» марка «Rung 01»;
- станок «PUMA 400-40»
Приобрести листогибочный станок можно по указанным здесь адресам .
Назначение листогиба
Манипуляция, благодаря которой лист металла принимает форму по заданным параметрам, называется гибка или изгибание. Листогибочное оборудование пригодно для работы с любым металлом: сталь, алюминий, оцинкованное железо или медь принимают требуемую форму благодаря тому, что у заготовки вытягиваются поверхностные слои металла и уменьшаются – внутренние. При этом слои, идущие по оси изгиба, сохраняют свои изначальные параметры.





Помимо изгибания, на листогибочной машине выполняется при необходимости и резка. Так получаются готовые изделия – различного вида конусы, желоба, фигурные детали, профили и иные конструкции.


История развития и преимущества применения
Листогиб гидравлический, который стал использоваться производственными предприятиями в середине XX века, пришел на смену ручным и механическим устройствам, предназначенным для гибки листового металла. Наряду с высокой эффективностью и экономичностью использования ручной пресс для гибки отличает и ряд существенных недостатков, связанных прежде всего с невозможностью получения с его помощью изделий с точными геометрическими параметрами, а также с приложением значительных физических усилий при его применении.
Механические листогибочные прессы также не лишены недостатков, которые заключаются в следующем:
- Работа такого станка сопровождается значительным шумом и сильной вибрацией.
- Изделия, изготовленные на таком оборудовании, не отличаются высоким качеством.
- При эксплуатации такого станка слишком велик риск травмирования оператора, который им управляет.
- Использование такого листогибочного пресса связано с повышенным расходом электроэнергии.
- Переналадка механических листогибочных станков представляет собой достаточно сложную процедуру.
Листогибочные прессы механического типа широко использовались в конце прошлого века
Кроме механических и ручных, на современном рынке также представлены листогибочные прессы с пневматическим приводом. Такое оборудование, для эксплуатации которого необходимо наличие централизованной сети сжатого воздуха, обладает одним очень серьезным недостатком: даже при увеличении размеров станка развиваемое им усилие, с которым он воздействует на обрабатываемую заготовку, не позволяет выполнять обработку изделий из листового металла значительной толщины.
Появившись на рынке, листогиб гидравлический, отличающийся самой высокой мощностью среди всего оборудования подобного назначения, совершил настоящий прорыв в вопросах обработки листового металла методом гибки. Такой пресс-листогиб, кроме высокой мощности, имеет множество других достоинств:
- экономичное потребление электроэнергии;
- высокий уровень безопасности;
- высокая надежность;
- возможность изготавливать изделия исключительно высокого качества.
Гидравлический листогибочный пресс ИА1430-01 советского производства
Появившись на рынке в середине XX века, гидравлические модели листогибочных станков приобрели ряд существенных усовершенствований, что позволило наделить эти устройства дополнительными функциональными возможностями, сделать их более удобными и безопасными в эксплуатации. Оснащение современного листогибочного пресса гидравлического инновационными устройствами и дополнительными механизмами позволяет использовать его для успешного решения даже самых сложных задач, связанных с гибкой листового металла. Среди таких устройств и механизмов можно назвать:
- систему ЧПУ для листогибочного пресса (такая система, оснащенная графическим пользовательским интерфейсом, в состоянии самостоятельно определять режимы и последовательность выполнения технологических операций);
- механизмы, обеспечивающие повышенную защиту оператора станка от травм;
- электронные устройства, которые отвечают за регулировку скорости перемещения траверсы;
- индикатор, который обеспечивает контроль за углом выполняемой гибки.
Это лишь небольшой перечень дополнительных элементов, которые могут присутствовать в конструкции гидравлического листогибочного пресса. Наличие такого оснащения значительно расширяет функциональные возможности станка и дает возможность использовать его для решения специальных задач.
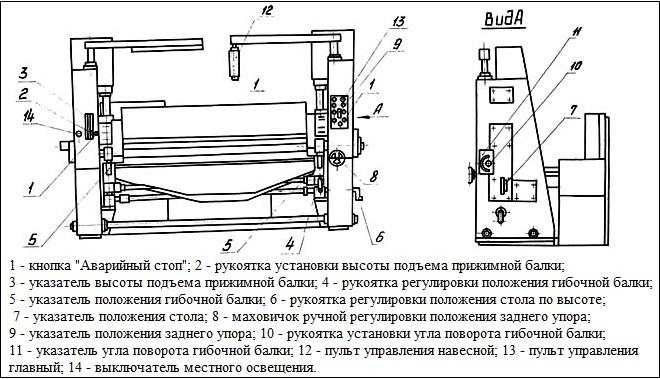
Конструктивные особенности гибочного станка
Оборудование для сгибания металлических листовых заготовок отличает довольно замысловатая конструкция. Станок составляется из частей:
- специального стола для задней поддержки. На него ставится металлический лист. Обрабатываемая деталь будет перемещаться по нему в нужную сторону. На поддерживающих опорах находится специальный сгибатель и острый резак;
- роликового ножика для резки. Этот нож, как правило, очень хорошо заточен и отличается прочностью, чтобы мог легко выдерживать нагрузку и без труда рассекал твёрдый металлический лист;
- упоров, расположенных впереди — применяются для регулирования ширины делаемого разреза;
- фиксаторов параметров высоты. Они регулируют обрабатываемые детали по высоте.
Параметры длины и уровень размера максимальной толщины изделия, которое будет обрабатываться, отличаются у станков разного вида.