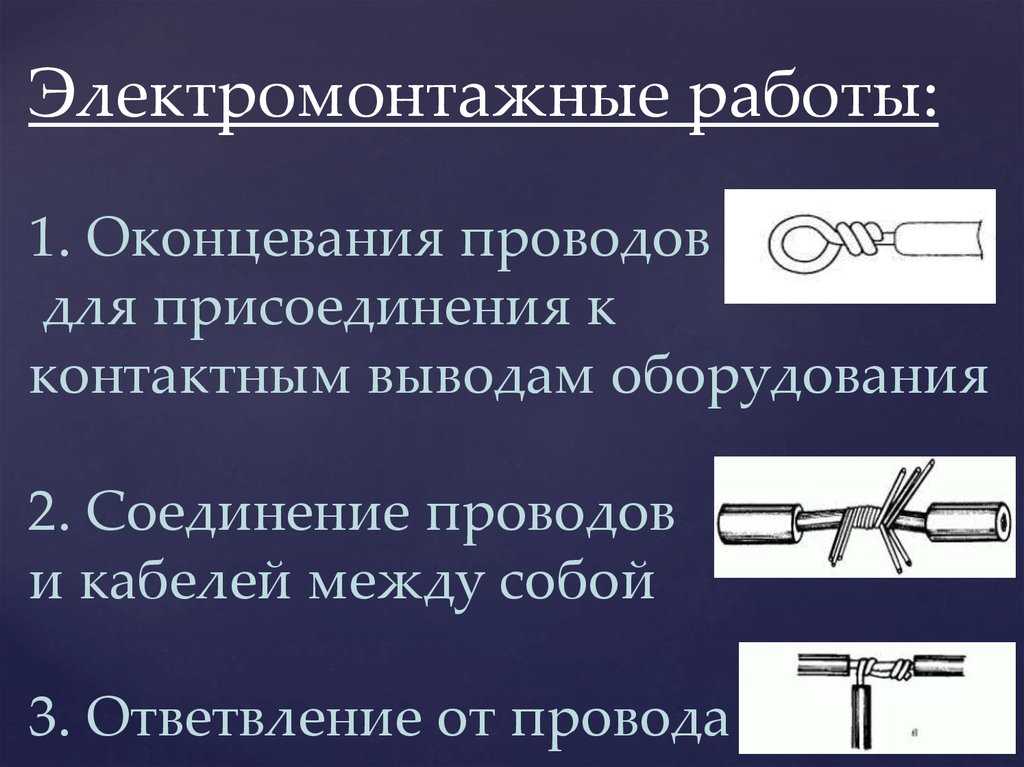
Соединение проводов самозажимными (пружинными) клеммами
Ну и в завершение, рассмотрим наиболее простое, достаточно эффективное, удобное, а главное быстрое соединение проводов – самозажимные (пружинные) клеммы. Большое распространение получили пружинные клеммы фирмы Wago , которые позволяют выполнять соединение проводов:
- не обладая какими-либо специальными навыками;
- нет необходимости в покупке специальных инструментов (паяльник, сварочный трансформатор, пресс-клещи);
- у некоторых клемм Wago, есть специальная паста, которая позволяет соединять медные и алюминиевые провода и препятствует окислению;
- не нужно дополнительной изоляции;
- быстрая разъемность соединения (отжал рычажок и вытащил нужный провод).
Клеммы Wago выпускают для соединения проводов и кабелей от 0,75 до 4 кв.мм., количество соединяемых проводов от 2 до 8. Клеммы Wago


Придумали клеммники Wago в Германии. Пожалуй самый существенный минус – это их цена, средняя стоимость клеммника Wago на 3 провода, будет примерно около 11-12 рублей, поэтому если распределительных коробок очень много, то и суммарная стоимость клеммников Wago выйдет немалая. Не стоит использовать клеммы Wago при электромонтаже проводки с нагрузками более 16 А. Их вообще, лучше применять максимум на линии освещения для электропроводки в частном доме или квартире, и выбирайте клеммники Wago с запасом, как минимум на ступень выше.
Это основные способы соединения проводов, у каждого из способов есть, свои сторонники и противники, которые готовы спорить до бесконечности о лучшем способе соединения проводов. На мой взгляд, многое зависит от ситуации, где и как необходимо соединить провода, наличие времени на электромонтаж, и где-то можно обойтись клеммниками, а где-то только сваркой.
Видео. Сравнение сопротивления соединений проводов: скруткой, сваркой и клеммниками.
Из видео можно сделать следующий вывод, что соединение проводов пайкой и сваркой имеют одинаковые сопротивления. То есть по физическим свойствам они одинаковы, но соединение проводов пайкой или сваркой позволит замедлить химическую реакцию окисления проводов и сохранит целостность соединения провода на долгие годы
И если есть возможность, то лучше, конечно, использовать соединение проводов пайкой, сваркой или опрессовкой.
Важно при этом помнить, что алюминий окисляется быстрее, чем медь, и окисная пленка на поверхности алюминиевого провода, имеет более высокое переходное сопротивление, чем у медных проводов. Это ухудшает токопроводимость соединения (контакта) и приводит к его нагреву
Спасибо за внимание
Стандартные ошибки при обжиме
Существует несколько типичных ошибок, которые совершают начинающие электрики или те, кто сам осуществляет процесс опрессовки жил. Например:
- Использованная гильза имеет сечение меньше, чем провод. Никогда не нужно уменьшать сечение жил и подстраивать ее под диаметр гильзы. Это повергает к повышению сопротивления и уменьшению пропускной способности. Там, где было совмещение, жила будет нагреваться и разрушаться.
- Гильза с большим размером. Если гнездо используется с большим диаметром, то это не принесет крепкого и надежного объединения. Даже если сгибать провод в несколько раз, это не приведет к хорошей работе, так как механическая прочность упадет почти в два раза.
- Разрезание гильзы на несколько частей. При обжимке кабеля с малой длиной оголенных концов неудобно работать клещами, да и площадь контакта уменьшается.
- Опрессовка должна осуществляться исключительно пресс-клещами. Для этого метода совмещения были придуманы особые инструменты. Поэтому не стоит применять пассатижи или молоток, так как это может повредить как гильзу, так и кабель. Чтобы этого не случилось необходимо пользоваться таким инструментом, как пресс-клещи, так как они значительно упрощают работу в обжатии кабельных соединений.
Вот и все, что хотелось рассказать вам о том, как производится опрессовка проводов гильзами. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
- Способы соединения светодиодной ленты
- Какая изолента лучше для электропроводки
- Как найти распределительную коробку в стене
Маркировка и расшифровка
Промышленность выпускает большое количество всевозможных наконечников, которые различаются по конструкции и материалам.
Вариант цветной маркировки
- А – гильза выполнена из алюминия;
- Л – применяется латунь;
- М – в основе изделия медь;
- Т – элемент сделан из металла трубчатого сечения;
- У – соединитель выполнен в форме угла.
Встречается и обозначение в виде буквы О, которое указывает на наличие смотрового окошка, через которое можно убедиться, что кабели правильно располагаются во втулке внутри.
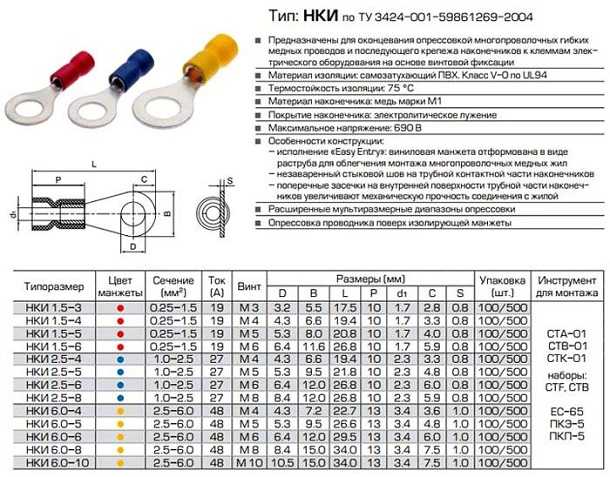
Если маркировка ТМЛ (О), то она обозначает луженую трубчатую медь с окошком для проверки. НШВИ – обозначает штыревой втулочный наконечник, а НКИ – кольцевой. При этом цифры обозначают площадь сечения или диаметры стержня. Чтобы облегчить поиск подходящих соединителей, например, НШВИ или КВТ, можно воспользоваться специальным каталогом или таблицами.
После буквенных обозначений в маркировке обычно идут цифровые, которые содержат информацию о:
- номинальном сечении;
- диаметре контактного стержня;
- внутреннем диаметре хвостовика.
Например, изделие имеет маркировку ТМЛ (О). Это означает, что этот оконцеватель провода изготовлен из медной трубки и залужен. Его отличительной особенностью является наличие небольшого отверстия — смотрового окна, с помощью которого можно убедиться, правильно ли для опрессовки вставлен провод.
Такие контакты используются в основном на производстве, поэтому об их существовании известно не всем электрикам.
Какой наконечник выбрать
Перед началом обжима необходимо правильно выбрать наконечник. Стоит помнить, что наконечники бывают различных видов — разная толщина гильзы, разный диаметр входного отверстия. Причем это бывает у наконечников одного сечения, но разных производителей. 
Поэтому не всегда одной и той же матрицей, можно опрессовать 2 разных наконечника под провод одинакового сечения. Кроме этого, количество опрессовок гильзы также может отличаться.
Если вы хотите добиться качественного соединения, которое надежно прослужит вам годами, воспользуйтесь следующими рекомендациями.
Люфт может быть и он допустим, но он должен быть минимальным.
Если материал наконечника алюминий, то здесь с выбором попроще. Подбираете наконечник того же сечения, что и сечение провода. Ориентироваться можно по надписям на лопатке контактной части.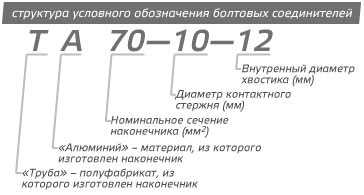
А вот если материал изделия медь, то возникают определенные сложности. Но и здесь есть несколько решений.
- существуют ГОСТ-овские таблицы, по которым можно подобрать нужный тип. Но это не совсем удобно, т.к. необходимо четко знать и различать классы гибкости жил, да и таблицы эти у вас не будут под рукой.
- замерить диаметр жилы обыкновенным штангенциркулем. После чего сравнить его с диаметром внутренней части хвостовика наконечника. Сделать это можно тем же штангенциркулем, либо по надписям на лопатке.
Третья цифра в сокращении ТМ-35-8-9 как раз и будет тем самым необходимым диаметром. То есть, если диаметр жилы который вы замерили, оказался равным 8,5мм, то самым подходящим наконечником будет именно с маркировкой ТМ-35-8-9. Заметьте, что диаметр жилы должен быть чуть-чуть меньше, но никак не больше диаметра хвостовика.
Материал изготовления наконечника и гильз должен быть одинаковым с материалом изготовления провода или кабельной жилы. Алюминиевые провода соединяйте с помощью алюминиевых гильз и наконечников. Медные с медными. Иначе коррозийных процессов не избежать.
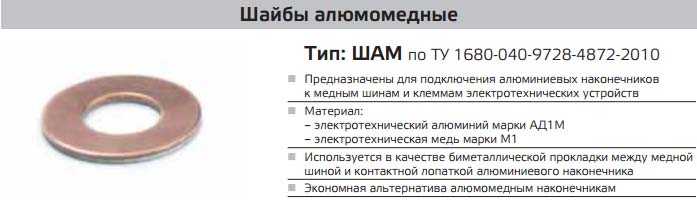
Если нужно соединить алюминиевый наконечник с медным контактом (на выключателе или рубильнике), используйте алюмо-медный наконечник или подкладывайте алюмо-медные шайбы.
 Для стыковки медных и алюминиевых жил кабеля есть специальные алюмо-медные гильзы.
Для стыковки медных и алюминиевых жил кабеля есть специальные алюмо-медные гильзы.





Дополнительные технологические операции
Так как ПУЭ запрещает выполнять одну лишь скрутку, а соединять разные материалы нельзя, то процесс скрутки должен заканчивается клеммником или пайкой. Чтобы сделать соединение надёжным, используются следующие технологические операции:
- пайка;
- сварка;
- винтовые зажимы;
- обжим в специальных пружинных устройствах;
- опрессовка.
Пайка и сварка при соединении
Единственный недостаток этой операции — трудоёмкость работы. Для проведения пайки потребуется олово и флюс. При работе с медью в виде флюса используется канифоль, в то время как для алюминия применяются высокоактивные флюсы, содержащие олеиновую кислоту и йодид лития. Если для пайки меди хватает паяльника мощностью до 100 Вт, то алюминий сваривают с помощью газовой грелки, температура нагрева должна составлять 400— 500 градусов. Припой для меди используется свинцово-оловянный. А для алюминия с содержанием цинка.
Сама технология проста, так как теплопроводность скрутки больше, чем припоя, то при расплавлении он переходит на место соединения, создавая тонкий слой. При пайке не допускается больших наплывов припоя, он должен располагаться равномерно по всей поверхности.
Применение винтовых зажимов
Винтовые зажимы в своём принципе действия подразумевают механическое сдавливание скрученных поверхностей при помощи болтового соединения. Для этого используются стальные колодки. Готовая скрутка или отдельные жилы провода укладывается под стальную шайбу и сжимаются вкручиванием винта. При этом прижим осуществляется как самой шайбой, так и только винтом. Первый способ лучше, так как поверхность соприкосновения больше.
Сама клеммная колодка выглядит в виде пластины на изоляторе с группой контактов. С помощью клеммных колодок соединяются как медные провода, так и алюминиевые, разного сечения.
Использование пружинных устройств
Позволяют осуществлять самое быстрое соединения без применения инструмента. Распространённое применение получили клеммники Wago. Они выпускаются не только разных размеров, но и под разное количество соединяемых проводов. С их помощью соединяются одножильные и многожильные провода разного сечения и вида. Провода объединяются как по отдельности, так и между собой. Для этого клеммники имеют защёлку-флажок, который позволяет уложить провод и зажать его внутри после защёлкивания. Или использовать приспособление в виде клипс.
https://youtube.com/watch?v=VSYBrqBt7Bs
С помощью клеммы Wago можно соединять и алюминий с медью между собой. Но для этого используется специальная паста, предотвращающая доступ воздуха, а жилы проводов разводятся по отдельным ячейкам.
Опрессовка соединяемых шнуров
При необходимости соединить провода большого сечения используются наконечники (гильзы). Провода зачищаются и вставляются в гильзы, затем с помощью пресс-клещей происходит сжатие гильзы и провод обжимается. Такое соединение считается надёжным, но требует специализированного инструмента.
Своего рода опрессовкой считаются и соединительные изолирующие зажимы (СИЗ). После скрутки провода, в зависимости от диаметра, колпачки накручиваются сверху на соединение, поджимая контакт и изолируя его.
Последний завершающий этап после выполнения соединения — это тщательная его изоляция. В качестве изолятора используется диэлектрическая изолента или термотрубка. Изоляция должна быть больше на 2—3 см, чем само место соединения. Изоляция должна проводиться качественно, иначе существует возможность возникновения пробоя между проводами, что приведёт к короткому замыканию.
Различные варианты скруток
Непрофессиональное соединение. Это скрутка многожильного провода с одножильным. Такой вид соединений правилами не предусмотрен, и если такое соединение проводов будет обнаружено приемной комиссией, то объект просто не будет принят в эксплуатацию.
Однако скрутку все же применяют и тут нужно знать как выполняется правильная скрутка многожильных проводов. Она часто используется в экстренных случаях, когда нет возможности профессионально выполнить соединение, и срок эксплуатации такого соединения будет небольшим. И еще, скрутку временно можно применять только для открытых проводок, чтобы можно было всегда осмотреть место соединения.
Плохое соединение проводов
Почему же нельзя соединять провода скруткой? Дело в том, что при скрутке создается ненадежный контакт. При прохождении через скрутку токов нагрузки, место скрутки нагревается, а от этого увеличивается переходное сопротивление в месте соединения. Это в свою очередь способствует еще большему нагреванию. Таким образом, в месте соединения повышается температура до опасных значений, которая может вызвать пожар. Кроме того, нарушение контакта приводит к появлению искры в месте скрутки, что тоже может вызвать пожар. Следовательно, чтобы достичь хорошего контакта рекомендуется скруткой соединять провода сечением до 4 мм 2 . Подробно про о цветовой маркировке проводов.
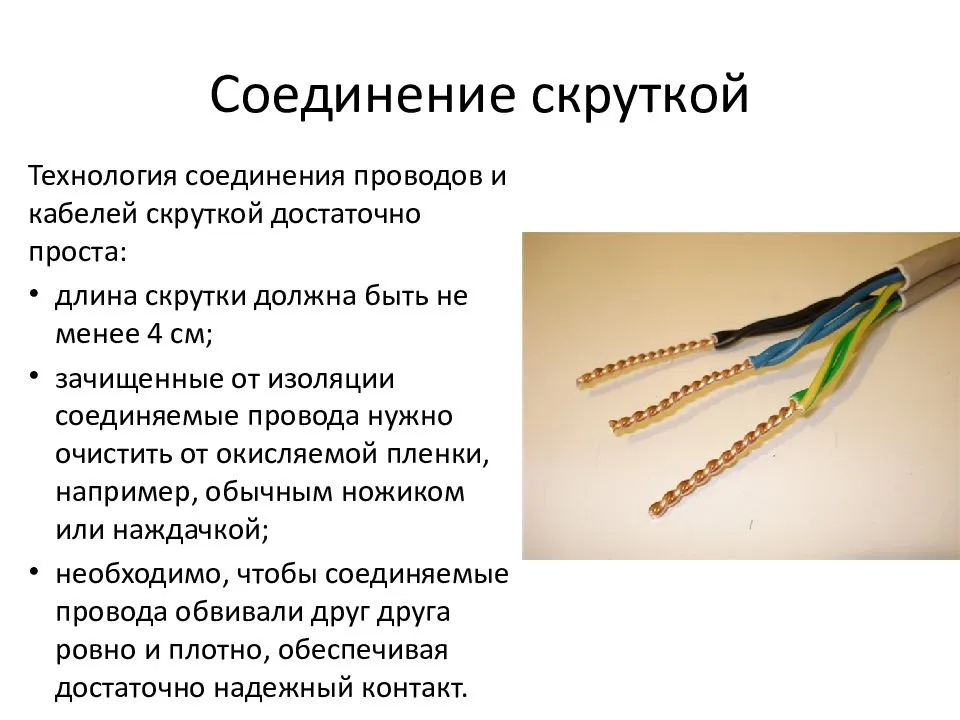
Существуют несколько типов скруток. При скрутке необходимо добиваться хорошего электрического контакта, а также создания механической прочности на разрыв. Прежде чем приступать к соединению проводов их следует подготовить. Подготовка проводов осуществляется в следующей последовательности:
- с провода, в месте соединения снимается изоляция. Изоляция снимается таким образом, чтобы не повредить жилу провода. Если на жиле провода появится надрез, то в этом месте он может сломаться;
- оголенное место провода обезжиривается. Для этого оно протирается тряпкой, смоченной в ацетоне;
- для создания хорошего контакта, обезжиренный участок провода зачищается наждачной бумагой до металлического блеска;
- после соединения должна быть восстановлена изоляция провода. Для этого может применяться изоляционная лента или термоусаживающаяся трубка.
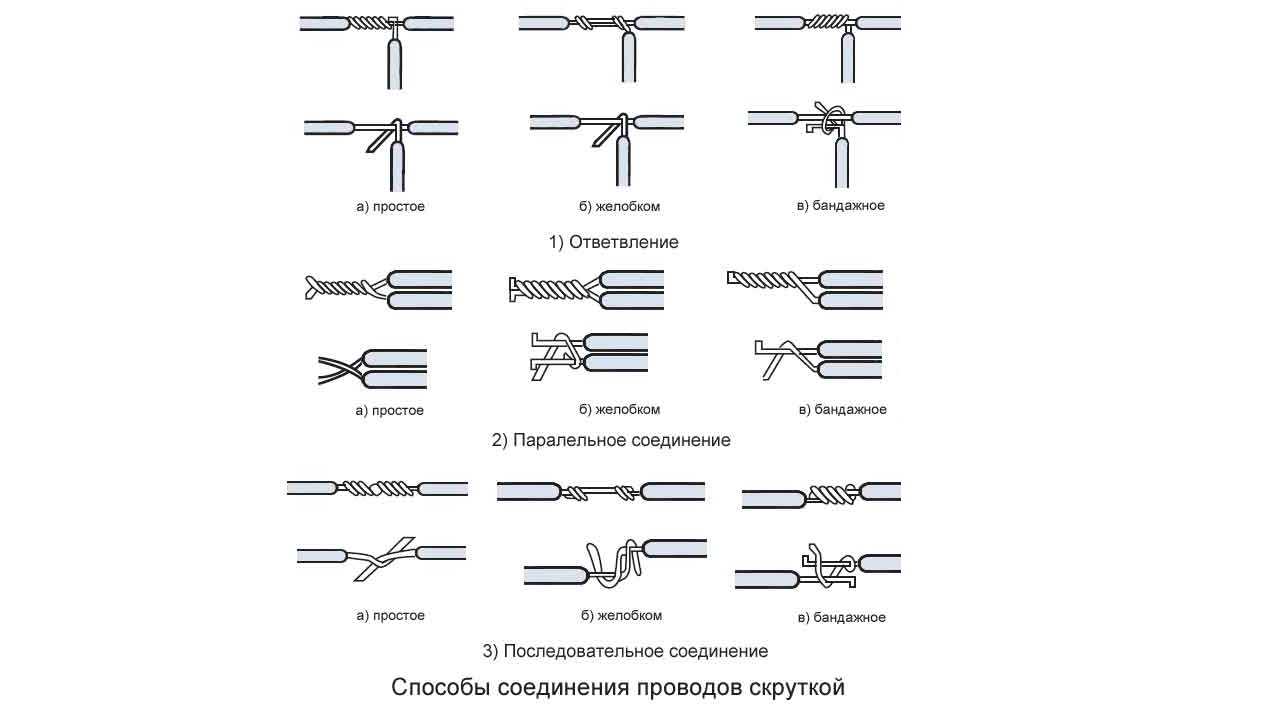
На практике применяются несколько видов скруток:
- простая параллельная скрутка. Это самый простой и распространенный вид соединения. При хорошей параллельной скрутке в месте соединения можно добиться неплохое качество контакта, но механические усилия на разрыв будут минимальными. Такая скрутка может ослабевать в случае возникновения вибрации. Чтобы правильно выполнить такую скрутку необходимо, чтобы каждый провод обвил друг друга. При этом должно быть не менее трех витков; Скрутка обычная двух проводов
Многожильная скрутка трех проводов
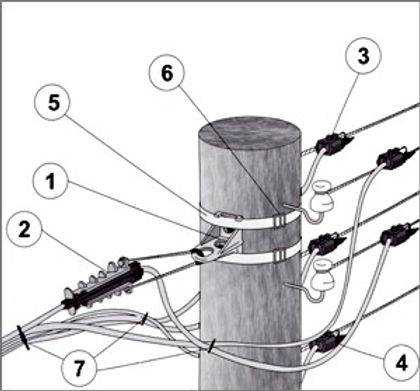
метод «навивки». Этот метод применяется, если необходимо выполнить ответвление провода от основной магистрали. Для этого на участке ответвления снимается изоляция провода, и на оголенное место путем навивки подключается провод ответвления;
Присоединение провода к основному
- бандажная скрутка. Этот вид скрутки часто применяется при соединении двух и больше одножильных проводов. При бандажной скрутке применяется дополнительный проводник из такого же материала, как и жилы провода. Сначала выполняется простая параллельная скрутка, а затем на это место накладывается бандаж из дополнительного проводника. Бандаж увеличивает механическую прочность на разрыв в месте соединения;
- соединение многожильного и одножильного провода. Этот вид самый распространенный и простой сначала выполняется простая накрутка, а затем зажимается ;
Соединение многожильного и одножильного медного провода
другие различные варианты соединения.
Электрическая сварка жил
Для сварки жил применяют бездуговую сварку способом контактного разогрева, дуговую полуавтоматическую сварку в среде аргона плавящимся электродом и ручную дуговую сварку в среде аргона неплавящимся электродом. Дуговую сварку используют при большой теплоемкости жил — для многопроволочных жил крупных сечений (алюминиевых до 1500 мм² и медных до 300 мм²), а также для монолитных алюминиевых жил сечением до 240 мм².
Для сварки соединений и ответвлений однопроволочных жил сечением до 10 мм² применяют сварку электродами или аппаратом ВКЗ-1.
Сварку по торцам многопроволочных жил сечением до 240 мм² проводят в стальных или угольных формах, используя ранее выпускавшиеся комплектные установки серии У САП или трансформаторы мощностью около 2 кВт, угольные электроды и охладители для предохранения изоляции от перегрева. Вторичное напряжение трансформаторов должно быть в пределах 8-12 В.
Для повышения качества сварки необходимо надежно удалить окислы с поверхности свариваемых металлов. Особенно это относится к алюминиевым жилам. Окислы удаляют флюсами, например, АФ-4а и ВАМИ (при сварке алюминиевых жил). Сварное соединение защищают водостойкими лаками.
Сварные соединения считаются непригодными, если возникают: пережоги наружного повива, нарушения целости металла шва при перегибах соединения или усадочные раковины глубиной более одной трети диаметра жилы.
Инструмент для установки
Кабельные наконечники держатся на проводе за счет силы упругости. В трубку заводятся оголенные проводники, обжимаются. Обжим наконечников для проводов происходит при помощи пресс-клещей, которые называют еще кримпер. Часто можно услышать название «обжимник». Пресс-клещи могут быть механическими и пневматическими.
Пресс-клещи КВТ ПКВк-16у (74594). Предназначены для втулочных наконечников НШВ и НШВИ от 0,25 мм² до 16 мм² и НШВИ2 от 0,5 мм² до 6 мм²
В быту однозначно применяют механические, так как пневматика — слишком дорогое удовольствие. Заметим, что выбрать даже механический обжимник непросто. Разброс цен от нескольких сотен рублей до пятнадцати—двадцати тысяч. Понятное дело, что для дома не нужны слишком дорогие модели. В то же время необходимо чтобы они могли обжимать наиболее распространенные диаметры проводников. Поэтому в первую очередь смотрим, с какими сечениями проводов работает инструмент. Обычно градация идет такая: от 0,25 мм² до 6 мм², далее — от 6 мм² до 16 мм². Но можно найти и модели с более широким «захватом» — от 0,5 мм² до 10 мм². Вот этот инструмент для домашнего электрика как находка. Больше чем 10 квадратов провода в домашней проводке используют очень редко.








Два самых распространенных типа клещей для опрессовки наконечников
Механические клещи для обжима втулочных (гильзовых) наконечников популярны двух видов: с пружиной или со сменными плашками. Пружинные, в свою очередь, могут делать обжим в виде четырехугольника или шестигранника. У моделей со съемными плашками их вообще может быть великое множество — под разные типы наконечников. Шестигранные хороши с наконечниками импортного производства, в виде четырехугольника хорошо обжимают отечественные.
Форма плашки выбирается под тип устанавливаемого наконечника
Выбирать пресс-клещи для обжима наконечников надо по размеру проводов, с которыми будете работать. Обычно этот параметр указывается прямо в названии, так как именно он во много определяющий.
Пайка.
Способ соединения пайкой, являющийся наиболее трудоемким, применяют при соединении и оконцевании медных жил и реже при соединении алюминиевых. Пайку выполняют пропан-бутановой горелкой или бензиновой паяльной лампой с помощью припоя А, ЦО-18 и ЦА-15 для алюминиевых жил и ПОС для медных. В качестве флюса применяют канифоль, стеарин и паяльный жир.
Соединения и ответвления однопроволочных жил алюминиевых проводов сечением 2,5—102 мм выполняют пайкой двойной скрутки с желобом, многопроволочных жил сечением от 16 до 150 мм2 непосредственным сплавлением припоя в разъемной форме или поливом предварительно расплавленного припоя.
Болтовые и винтовые сжимы. Соединения, ответвления и присоединения алюминиевых жил проводов и кабелей, в том числе и ответвления от неразрезных магистралей, выполняют также механическим способом с помощью сжимов.
Для соединения медных проводов светильников с алюминиевыми проводами сети применяют люстровые зажимы. В сжимах с разъемным пластмассовым корпусом осуществляют ответвления от магистральной сети без ее разрезания.
Для производства соединений, оконцеваний и ответвлений алюминиевых и медных жил изолированных проводов и кабелей применяют основные и вспомогательные материалы. К основным материалам относят:
- пропан, газообразный сжатый кислород для сжигания пропана;
- припои А, ЦО-12, ЦА-15, ПОС-40;
- флюсы ВАМИ для растворения оксидной пленки алюминия при сварке жил проводов, а также при оконцевании и ответвлении жил проводов и кабелей и АФ-4а для растворения оксидной пленки алюминия при сварке жил кабелей в соединительных муфтах;
- кварцевазелиновую пасту;
- термитные патроны ПАН, ПАТ, ПА в комплекте с алюминиевыми секторными втулками и алюминиевыми гильзами, а также термитными спичками;
- медные наконечники серии Т и П, медно-алюминиевые серии ТАМ и ШП (штифтовые), алюминиевые серии ТА;
- медные гильзы серии ГМ, алюминиевые серии ГА и ГАО (для однопроволочных жил) и ответвительные сжимы в пластмассовом корпусе;
- канифоль и раствор канифоли в спирте;
- сварочную проволоку СвАК5;
- сварочные угли.
Вспомогательными материалами являются:
- авиационный или неэтилированный бензин;
- технический вазелин;
- ацетон;
- технический дихлорэтан;
- асбестовый картон толщиной 2—4 мм и асбестовый шнур;
- шлифовальная шкурка;
- обтирочная ветошь, мел, изоляционная лента и полиэтиленовые колпачки;
- лак и краска.
7157
Закладки
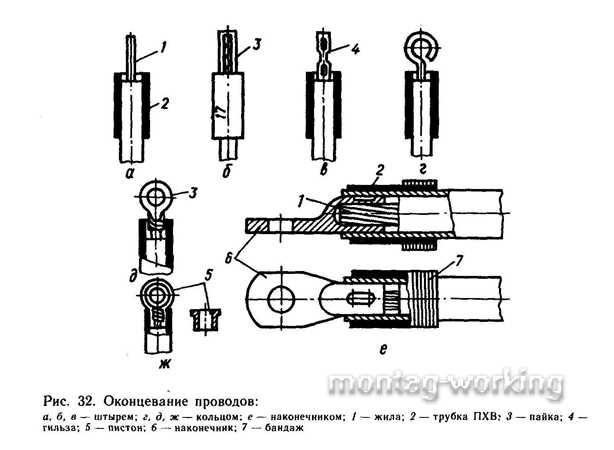
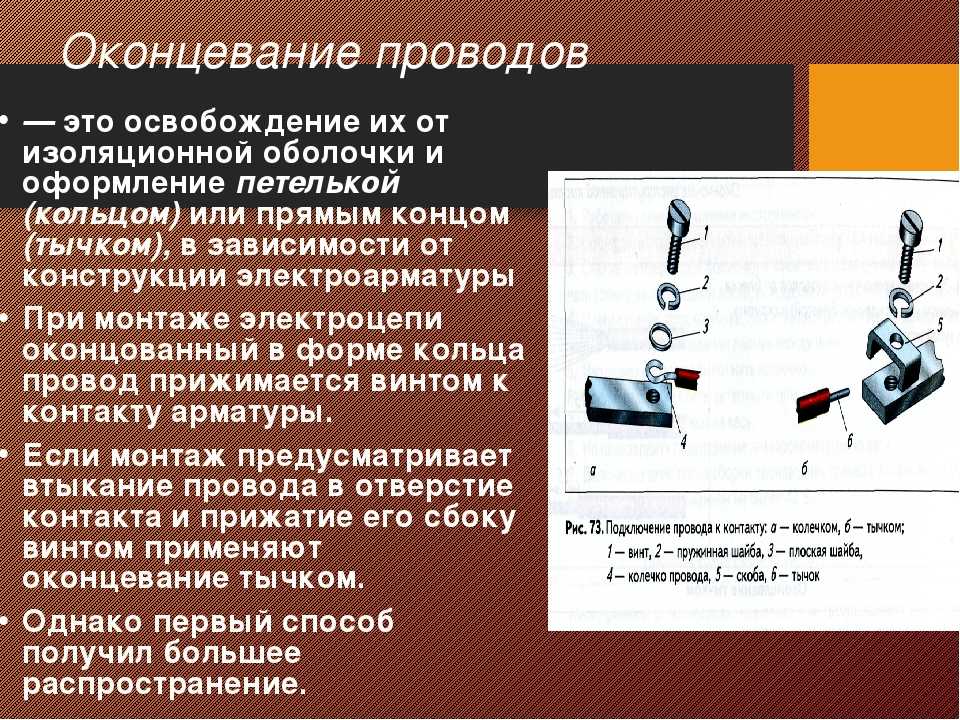
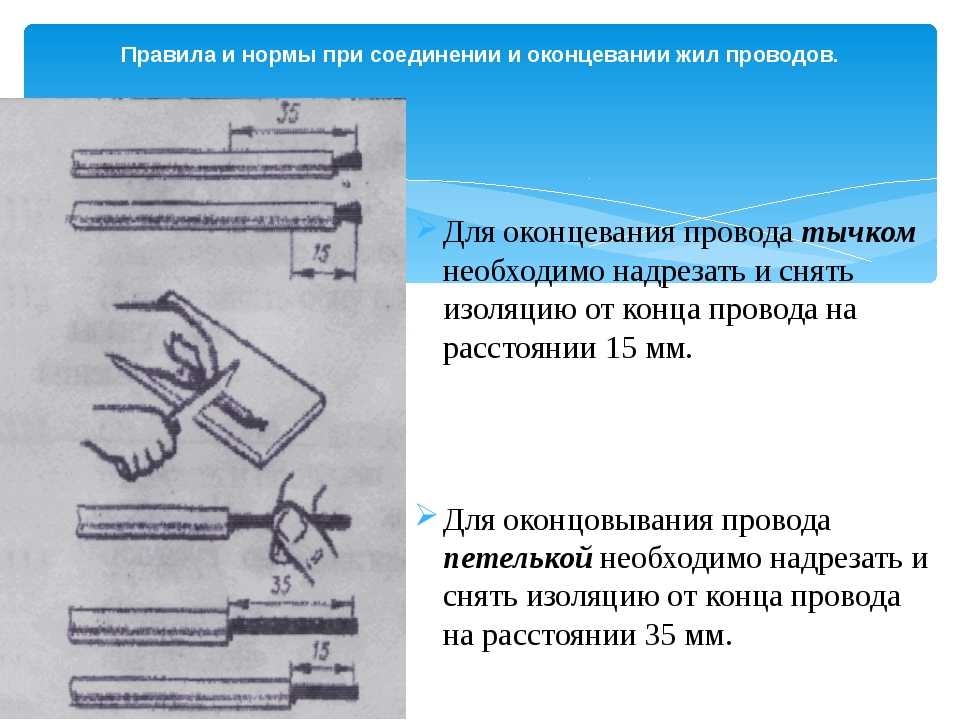
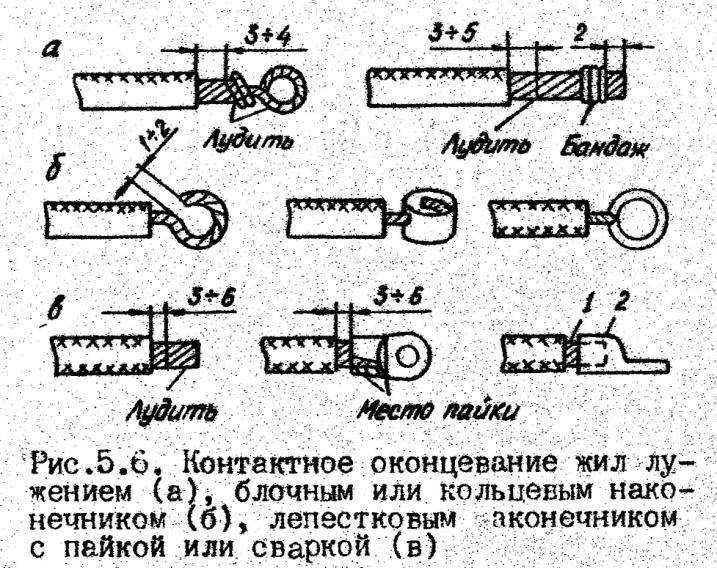
Для чего нужна оконцовка
Опасность кроется в чрезмерном перегреве места соединения. Без оконцевания контакт получится ненадежным. Такое соединение начнет нагреваться и покрываться слоем окисла. Образовавшийся оксид еще сильнее повысит переходное сопротивление. В точке соединения начнет выделяться все большое количество теплоты. Процесс подобен наращиванию снежного кома. Но итог один — соединение отгорит.
И хорошо, если проводник просто отвалится с положенного места и на этом все закончится. В некоторых случаях изоляция кабеля может воспламениться от перегрева и привести к пожару. А отвалившийся провод способен коснуться заземленного корпуса установки или электрощита и спровоцировать короткое замыкание.
Распространенные виды наконечников
В электромонтажной практике встречаются десятки видов соединителей. Такое разнообразие обусловлено широким списком используемых проводов. Под каждый тип кабеля подбирается свой наконечник. Он должен соответствовать по материалу и сечению токоведущей жилы.
Медные наконечники ТМ
Производятся из цельнотянутой трубки. На это указывает буква — Т. Трубка сделана из меди — М. Полная маркировка выглядит следующим образом ТМ 35-10-9. Здесь:
- Т — трубка,
- М — медная,
- 35 — сечение кабеля, для которого предназначен этот наконечник, кв. мм,
- 10 — диаметр (марка) крепежного винта, мм,
- 9 — диаметр хвостовика, то есть отверстия, в которое вставляется жила кабеля.

Если размеры позволяют, модель наконечника указывается на его поверхности. Если он слишком мал, то на корпусе изделия отштамповывается номинальное сечение подключаемого кабеля. Например, цифра «4» рядом с крепежным отверстием означает, что в наконечник следует вставлять жилу сечением 4 кв. мм.
Медные с лужением ТМЛ
Медь — хороший проводник электрического тока. Однако часто на наконечниках ТМ встречается зеленоватый налет. Это слой оксида меди, который никуда не годится для надежной передачи тока. Для борьбы с этим явлением наконечники дополнительно покрываются защитным антикоррозионным покрытием из олова. В результате получается изделие ТМЛ. Буква «Л» здесь обозначает лужение. В остальном же маркировки ТМ и ТМЛ схожи.
 Наконечники для провода луженые
Наконечники для провода луженые
Защитный слой препятствует окислению медного наконечника. Поэтому его допустимо применять в более влажных помещениях. За счет повышенной надежности ТМЛ пригоден для подключения ответственных потребителей электроэнергии.
Медные луженые с контрольным окном ТМЛ (о)
Перед установкой токоведущей жилы в наконечник с нее снимается защитный слой изоляции. При этом имеется пара тонкостей:
- Зачищенная жила должна полностью войти в трубку и упереться в ее окончание. В полости наконечника не должно остаться пустоты.
- Кабель должен зачищаться на минимальную длину. Чтобы у хвостовика наконечника не осталось оголенного участка провода без изоляции.

Алюминиевые наконечники ТА
Данный тип соединителей изготовлен из алюминиевой трубки. На это указывает буква «А». Наконечники ТА предназначены для ответвления алюминиевых проводов от аналогичных по материалу токоведущих шин.
ТА отличаются продолжительным сроком службы. Алюминий обладает повышенной устойчивостью к влаге из воздуха и практически не разрушается от нее. Такой материал в несколько раз дешевле меди, поэтому подчас люди выбирают именно алюминиевые крепежи.
 Кабельные наконечники алюминиевые
Кабельные наконечники алюминиевые
ТА выпускаются для проводов сечением от 16 кв. мм и выше. А также они требуют использования кварц-вазелиновой смазки для дополнительной защиты поверхности.
Медно-алюминиевые ТАМ
В строении этих соединителей применяются два металла: медь и алюминий. Они соединяются между собой посредством фрикционной диффузии. Один металл проникает в другой на молекулярном уровне. Поэтому удается избежать высокого переходного сопротивления.

Прочие типы наконечников
Перечисленных типов крепежей недостаточно для выполнения всех электротехнических задач. Поэтому на практике часто встречаются и другие типы наконечников:
- ПМ — кабельные наконечники под пайку. Их изготавливают из листовой меди марки М1. Помимо пайки данный тип наконечника пригоден и для опрессовки. Выпускаются для кабелей сечением от 2,5 до 240 кв. мм.
- НШП — штифтовой плоский. Используется для подключения медных кабелей. Выполнен из меди. Основное назначение — подключение проводки к автоматическим выключателям. Внутри имеет кольцевые насечки для улучшения контакта с токоведущей жилой.
- НШВ — штыревой втулочный. Распространены в современном оборудовании. Выполнены из электротехнической меди с защитным покрытием. Используются для подключения многожильных медных проводов сечением от 0,25 до 150 кв. мм.
- НШВИ — штыревой втулочный изолированный. Оснащены дополнительной изолирующей юбкой из пластика.

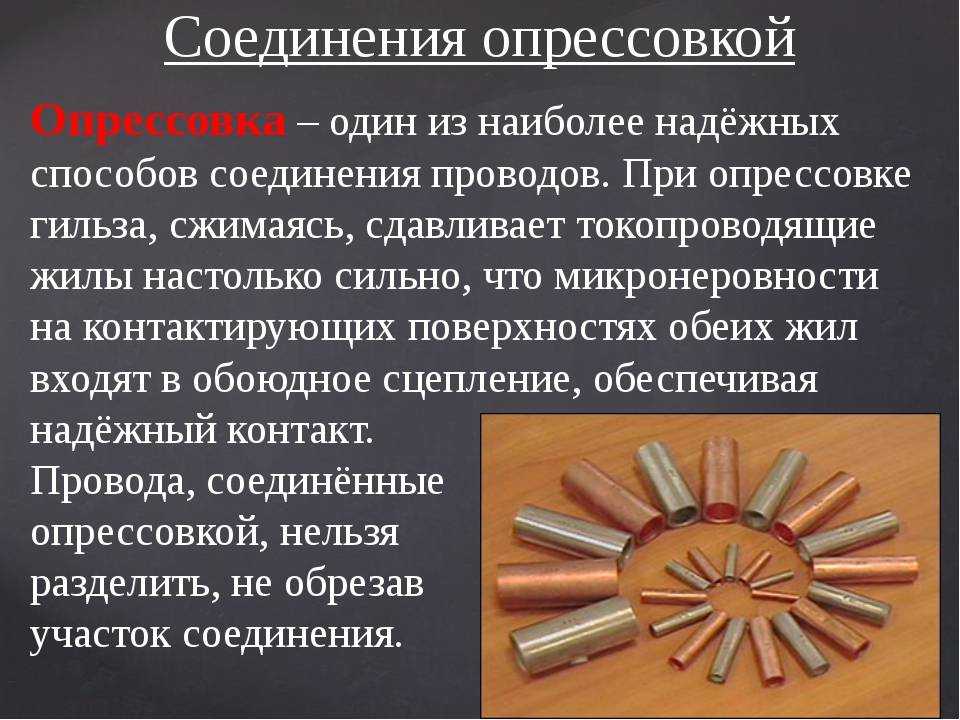
Опрессовка проводов с помощью гильз
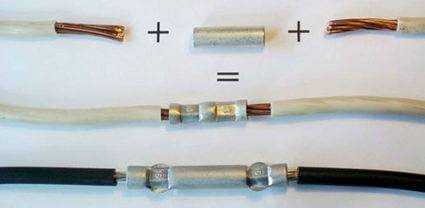
Сейчас есть огромное количество технологий, позволяющих быстро и надежно соединить электрические провода и кабели. Каждый из способов имеет как плюсы, так и минусы. Провода и кабели соединяются методом сварки или же пайки. Можно использовать скрутку или скрепить проводники клеммными колодками, СИЗами. Все эти методы хороши и эффективны. Но когда необходимо получить действительно качественное соединение, поможет опрессовка поводов.





Результат такого метода – хороший контакт, защищенный от окислительных процессов и особо прочное соединение. Единственный минус – неразъемность. Отсоединить два кабеля уже не выйдет. Придется только резать. Опрессовка проводов выполняется с применением специальных наконечников – гильз. Их можно приобрести в любом строительном магазине или на рынке. Стоимость данных элементов – около 1 доллара за единицу.
В них вставляются жилы. А сама гильза затем при помощи ручного пресса деформируется, за счет чего и создается надежное электрическое соединение.
Основные этапы работ
Если вы используете старые и очень ржавые плоскогубцы, то для начала неплохо бы их разработать. Облегчить задачу поможет WD-40. А потом между губками инструмента надо будет приварить обычную гайку.

После сварки необходимо будет зачистить сварные швы, а потом с помощью болгарки разрезать гайку пополам. Для удобства плоскогубцы лучше зажать в тисках.

К одной из ручек плоскогубцев мастер приваривает два стальные полосы параллельно друг другу. Между полосами с другой стороны надо приварить удлиненную гайку, в которую вкручивается длинный болт.

Для удобства к шляпке болта мастер приваривает вороток из куска металлического прутка.
Обжим наконечников
О том какой инструмент лучше всего использовать для опрессовки наконечников различных типов смотрите в этом видео:
Как обжать провод: инструкция для одинарного и двойного НШВИ
Провод с наконечником необходимо установить в пресс-клещи в матрицу подходящего размера. В процессе опрессовки нужно следить, чтобы провод не сдвинулся внутри втулки. Первый обжим делают с отступом на 1÷2 мм от края, при необходимости, второй на таком же расстоянии от первого.
Рукоятку пресс-клещей сжимают до полного соприкосновения с поверхностью детали и соединения матрицы, затем передвигают втулку и делают вторую опрессовку. Если хвостовик длинный, работу продолжают до цветной юбки.
Схема опрессовки двойного наконечника практически не отличается. Нужно только вставить одновременно два провода в одно отверстие хвостовика.
Этапы опрессовки провода
Наглядная инструкция опрессовки провода наконечником НШВИ представлена на видео:
Обжим наконечников силового кабеля
При опрессовке силового кабеля используются луженые медные наконечники, хорошо защищенные от коррозийного воздействия. Если при обрезке кабеля его жилы значительно «распушились» и по диаметру стали больше остальных, то выполните работу на точиле. Разворачивая кабель, убедитесь в том, что круг удаляет лишние узлы вдоль жил, а не загибает их.
Пайка для обжима силового кабеля категорически не подходит, поскольку на таких проводах не могут использоваться контакты из одного олова.